

烙铁头腐蚀机理分析
发布时间:2012/10/10 20:49:37 访问次数:1224
尽管采取多种措施防BK1005LL121-T止铬铁头腐蚀,但铬铁头仍是易损零件,特别是用于无铅焊料的焊接过程中。正如在第5章中所介绍的那样,锡与多种金属有良好的亲和能力,浸入液态焊料的固体金属会产生溶解,这就是人们通常所说的“浸析现象”,铬、镍、铁虽然在锡铅中溶解能力低,但在无锻工艺中,一方面焊料中的锡含量由原来63% (Sn63Pb37)提高到96%(Sn3.OAg0.5Cu)以上,锡的纯度大大提升,另一方面焊料的温度也由原来的230℃提升到260℃,因此这两者的协同效应均提升了它们在焊料的溶解速度。
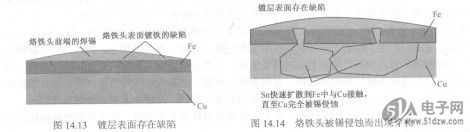
以镍为例,在2500C以下镍几乎不熔于Sn,当温度提高到3000C以上,镍开始微熔,在无铅焊接中,铬铁头温度到达到3500C以上,镍层熔解能力己明显提高,由此可见,铬铁头的损坏过程其本质是各种镀层被Sn熔蚀的过程,若镀层表面存在缺陷,焊料中的Sn通过镀层表面可快速地扩散到Fe中与Cu接触而反应,直至Cu完全被锡侵蚀而出现穿孔的现象,如图14.13和图14.14所示。
茌实际生产中,焊锡丝中助焊剂的存在,也是促进烙铁头腐蚀的另一个原因,助焊剂中的活性剂均是酸性物质,包括松香,它在高温下也会生成松香酸,它们均会对烙铁头的镀层造成直接的腐蚀,此外,助焊剂在高温下的残留物也会影响到烙铁头的腐蚀,这些残留物包裹着烙铁头的表面不利于烙铁头的温度散发,尤其烙铁在闲置时仍保持着焊接温度,烙铁头的热量得不到释放更会加剧烙铁头的腐蚀。通常,电烙铁的镀层厚约为500pm,它在无铅工艺中,其使用寿命仅为使用SnPb锡丝时的1/3。因此,在实际操作过程中,应尽量避免在过高温度下操作,电烙铁用完后,在烙铁头温度稍为降低一些后,可涂上焊料以起到保护的作用。
尽管采取多种措施防BK1005LL121-T止铬铁头腐蚀,但铬铁头仍是易损零件,特别是用于无铅焊料的焊接过程中。正如在第5章中所介绍的那样,锡与多种金属有良好的亲和能力,浸入液态焊料的固体金属会产生溶解,这就是人们通常所说的“浸析现象”,铬、镍、铁虽然在锡铅中溶解能力低,但在无锻工艺中,一方面焊料中的锡含量由原来63% (Sn63Pb37)提高到96%(Sn3.OAg0.5Cu)以上,锡的纯度大大提升,另一方面焊料的温度也由原来的230℃提升到260℃,因此这两者的协同效应均提升了它们在焊料的溶解速度。
以镍为例,在2500C以下镍几乎不熔于Sn,当温度提高到3000C以上,镍开始微熔,在无铅焊接中,铬铁头温度到达到3500C以上,镍层熔解能力己明显提高,由此可见,铬铁头的损坏过程其本质是各种镀层被Sn熔蚀的过程,若镀层表面存在缺陷,焊料中的Sn通过镀层表面可快速地扩散到Fe中与Cu接触而反应,直至Cu完全被锡侵蚀而出现穿孔的现象,如图14.13和图14.14所示。
茌实际生产中,焊锡丝中助焊剂的存在,也是促进烙铁头腐蚀的另一个原因,助焊剂中的活性剂均是酸性物质,包括松香,它在高温下也会生成松香酸,它们均会对烙铁头的镀层造成直接的腐蚀,此外,助焊剂在高温下的残留物也会影响到烙铁头的腐蚀,这些残留物包裹着烙铁头的表面不利于烙铁头的温度散发,尤其烙铁在闲置时仍保持着焊接温度,烙铁头的热量得不到释放更会加剧烙铁头的腐蚀。通常,电烙铁的镀层厚约为500pm,它在无铅工艺中,其使用寿命仅为使用SnPb锡丝时的1/3。因此,在实际操作过程中,应尽量避免在过高温度下操作,电烙铁用完后,在烙铁头温度稍为降低一些后,可涂上焊料以起到保护的作用。
上一篇:烙铁头设定温度的影响
上一篇:烙铁头失效原因及处理办法
 相关技术资料
相关技术资料- 10-10烙铁头腐蚀机理分析
热门点击
- 铜表面的氧化层
- 实验内容与步骤
- 环氧胶固化的两个重要参数
- 输入/输出元件与PLC数据对照表
- 锡铅焊料
- 混料罐实验(设计性实验)
- 焊点的疲劳
- 小外形封装集成电路SOP
- 印制板组件焊接后PCB基板上起泡的原因与解决
- 实验电路与说明
推荐技术资料

- DS2202型示波器试用
- 说起数字示波器,普源算是国内的老牌子了,FQP8N60... [详细]
 公网安备44030402000607
公网安备44030402000607





