
尺寸检测和表面缺陷检测
发布时间:2015/6/7 20:55:21 访问次数:645
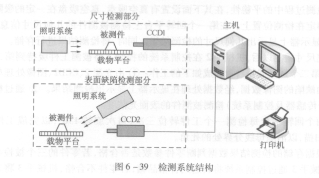
根据总体方案要求,AD9865BCPZ微小锥体零件的尺寸检测和表面缺陷检测采用CCD图像处理技术与计算机技术相结合的方法来实现。检测系统如图6 -39所示。
在测试过程中,光源及照明系统发出的光束照射到被测件上,由光学接收物镜接收其光学信息,并使其成像在CCD的光敏面上,CCD将被测件的图像信息转换成视频信号输出,并由图像采集卡将数据采集到计算机主机,通过自行编制的图像处理软件,实时计算出被测零件的外型尺寸及表面缺陷的特征参数,对其进行分析,通过计算机显示器显示,并可记录存档或打印输出。若发现不合格品,则报警器告警,并通过控制系统及机械系统将其作为废品剔除。
CCD选型及光学系统性能参数的确定
(1) CCD选型。一般来说,测量范围和测量精度是选择CCD的主要依据。本仪器检测的对象为金属制品,其直径为3. 7mm,高度为4.Smm;要求识别零件表面划痕的最小几何尺寸不个于201im×20 ht,m。
通常认为CCD识别目标需要大于3个像元,才不会被认为是噪声,那么20 }_t,m×20 y,m的缺陷所对应的单个像元尺寸为6.7 t.t,m,CCD拍摄的图像要完全覆盖被测零件,需要像元个数最少为4500/6.7=671.6个,实际选择时应留有一定的余量,并取整数,故需要700个像元。选择700个像元以上的CCD可以满足本检测系统的精度要求。
同时考虑到颜色信息对于被测零件表面缺陷的识别不是很重要,为了减少数据处理时间和降低系统的成本,采用黑白相机。
本系统选用德国Basler公司的一款黑白数字相机,型号A102k,它的有效像素为1392×1040( pixel),像素尺寸为6.45 bt,m×6.45 p.m,足以满足本测量系统的要求。
根据总体方案要求,AD9865BCPZ微小锥体零件的尺寸检测和表面缺陷检测采用CCD图像处理技术与计算机技术相结合的方法来实现。检测系统如图6 -39所示。
在测试过程中,光源及照明系统发出的光束照射到被测件上,由光学接收物镜接收其光学信息,并使其成像在CCD的光敏面上,CCD将被测件的图像信息转换成视频信号输出,并由图像采集卡将数据采集到计算机主机,通过自行编制的图像处理软件,实时计算出被测零件的外型尺寸及表面缺陷的特征参数,对其进行分析,通过计算机显示器显示,并可记录存档或打印输出。若发现不合格品,则报警器告警,并通过控制系统及机械系统将其作为废品剔除。
CCD选型及光学系统性能参数的确定
(1) CCD选型。一般来说,测量范围和测量精度是选择CCD的主要依据。本仪器检测的对象为金属制品,其直径为3. 7mm,高度为4.Smm;要求识别零件表面划痕的最小几何尺寸不个于201im×20 ht,m。
通常认为CCD识别目标需要大于3个像元,才不会被认为是噪声,那么20 }_t,m×20 y,m的缺陷所对应的单个像元尺寸为6.7 t.t,m,CCD拍摄的图像要完全覆盖被测零件,需要像元个数最少为4500/6.7=671.6个,实际选择时应留有一定的余量,并取整数,故需要700个像元。选择700个像元以上的CCD可以满足本检测系统的精度要求。
同时考虑到颜色信息对于被测零件表面缺陷的识别不是很重要,为了减少数据处理时间和降低系统的成本,采用黑白相机。
本系统选用德国Basler公司的一款黑白数字相机,型号A102k,它的有效像素为1392×1040( pixel),像素尺寸为6.45 bt,m×6.45 p.m,足以满足本测量系统的要求。
 相关技术资料
相关技术资料- 6-7尺寸检测和表面缺陷检测
热门点击
- 激光准直仪的原理和基本结构
- 光栅刻线数
- 临界照明
- 从上面的讨论可以看出,光外差检测具有以下几个
- 双折射现象
- 系统软件总体流程图
- 干涉信号的移相技术
- 中等分辨率成像光谮仪( MERIS)
- 光的时间相干性决定于光源的单色性
- 不直度的测量
推荐技术资料

- 泰克新发布的DSA830
- 泰克新发布的DSA8300在一台仪器中同时实现时域和频域分析,DS... [详细]
 公网安备44030402000607
公网安备44030402000607





