

是否需要底部填充
发布时间:2014/5/29 20:47:13 访问次数:544
为了提高严品的可靠性,POP可以考虑进行底部填充工艺。对于两层堆叠,SDS004可以对上层器件进行底部填充,也可以两层器件都做填充。如果上、下层器件外形尺寸相同,便没有空间单独对上层器件进行底部填充。对上、下层器件同时进行底部填充时,填料能否在两层元件间完整流动需要关注。适当的点胶路径、适当的胶量控制可以有效控制填料中的气泡。再流焊接过程中过多的助焊剂残留会影响填料在元件下的流动,导致气孔的出现。
可靠性是另一个关注重点
从目前采用跌落测试的研究结果来看,失效主要发生在两层元件之间的连接,位置主要集中在元件角落处的焊点。失效模式为在底部元件的上表面焊点沿IMC界面裂开,似乎和Ni/Au焊盘的脆裂相关,但失效机理还有待进…1步研究。
通过染色试验分析,发现元件角落处的焊点出现失效,如图21-47所示。
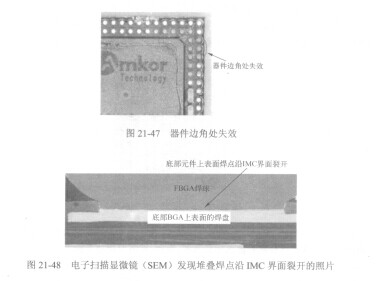
通过切片试验分析,发现底部元件卜表面焊点沿IMC界面裂开,图21-48是界面裂开的电子扫描显微镜( SEM)照片。
图21-48 电子扫描显微镜(SEM)发现堆叠焊点沿IMC界面裂开的照片
另外一种失效模式是底部元件的焊盘和PCB层压材料发生开裂。这种失效通过电气测试无法探测到,所以在实际产品中潜在很大风险。
为了提高严品的可靠性,POP可以考虑进行底部填充工艺。对于两层堆叠,SDS004可以对上层器件进行底部填充,也可以两层器件都做填充。如果上、下层器件外形尺寸相同,便没有空间单独对上层器件进行底部填充。对上、下层器件同时进行底部填充时,填料能否在两层元件间完整流动需要关注。适当的点胶路径、适当的胶量控制可以有效控制填料中的气泡。再流焊接过程中过多的助焊剂残留会影响填料在元件下的流动,导致气孔的出现。
可靠性是另一个关注重点
从目前采用跌落测试的研究结果来看,失效主要发生在两层元件之间的连接,位置主要集中在元件角落处的焊点。失效模式为在底部元件的上表面焊点沿IMC界面裂开,似乎和Ni/Au焊盘的脆裂相关,但失效机理还有待进…1步研究。
通过染色试验分析,发现元件角落处的焊点出现失效,如图21-47所示。
通过切片试验分析,发现底部元件卜表面焊点沿IMC界面裂开,图21-48是界面裂开的电子扫描显微镜( SEM)照片。
图21-48 电子扫描显微镜(SEM)发现堆叠焊点沿IMC界面裂开的照片
另外一种失效模式是底部元件的焊盘和PCB层压材料发生开裂。这种失效通过电气测试无法探测到,所以在实际产品中潜在很大风险。
上一篇:多层堆叠装配的返修
上一篇:ACA、ACF与ESC技术
 相关IC型号
相关IC型号- SDS004
- SDS06U20STU

 公网安备44030402000607
公网安备44030402000607





