
LED使用注意事项
发布时间:2013/3/18 21:08:11 访问次数:835
①若被测数码管为共阳极类型,检测时74AC16245DL只有将红、黑表笔对调才能测出上述结果(检查共阳极LED数码管时应改变电源电压的极性)。特别是在判别结构类型时,操作时要灵活掌握,反复试验,直到找出公共电极为止。
②大多数LED数码管的小数点笔段是在内部与公共电极(公共端)连通的。也有极少数产品的小数点是在数码管内部独立存在的,测试时要注意正确区分。
③由于大型LED数码管是将多只发光二极管的单个字形笔段按串、并联方式构成的,因此需要的驱动电压高(17V左右),驱动电流大(50mA左右)。检测这种管子时,可采用20V直流稳压电源,配上滑线电阻器作为限流电阻兼调节亮度,来检查其发光情况。
①LED焊接条件
>烙铁焊接:电烙铁的最高功率不超过30W,尖端温度不超过300℃;焊接时间不超过3s;焊接位置至少离胶体2mm。
>浸焊:浸焊最高温度260℃,浸焊时间不超过5s,浸焊位置至少离胶体2mm。
②LED引脚成形方法(图6-16)
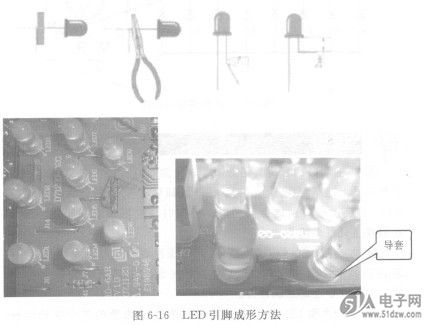
>离胶体2mm才能折弯支架,支架成形必须用夹具或由专业人员来完成。
>支架成形必须在焊接前完成,支架成形需保证引脚和间距与线路板上一致。
图6-16 LED引脚成形方法
③LED安装方法
>注意LED的封装排列,以防止装错极性。安装LED时不可与发热组件靠得太近,其工作条件不要超过LED规格书所规定的极限,在引脚变形的情况下不能安装LED。
>在有孑L的PCB中安装时,要计算好线路板上孑L距的尺寸和公差以免支架受过度的压力。
>安装LED时,建议用导套或者定住柱定位。同时在焊接温度回到正常以前,要避免让LED受到任何的震动或外力。
④清洗 当用化学品清洗胶体时必须特别小心,因为有些化学品对胶体表面有损伤并引起褪色如三氯乙烯、丙酮等。可用乙醇擦拭、浸渍,时间在常温下不超过3min。
①若被测数码管为共阳极类型,检测时74AC16245DL只有将红、黑表笔对调才能测出上述结果(检查共阳极LED数码管时应改变电源电压的极性)。特别是在判别结构类型时,操作时要灵活掌握,反复试验,直到找出公共电极为止。
②大多数LED数码管的小数点笔段是在内部与公共电极(公共端)连通的。也有极少数产品的小数点是在数码管内部独立存在的,测试时要注意正确区分。
③由于大型LED数码管是将多只发光二极管的单个字形笔段按串、并联方式构成的,因此需要的驱动电压高(17V左右),驱动电流大(50mA左右)。检测这种管子时,可采用20V直流稳压电源,配上滑线电阻器作为限流电阻兼调节亮度,来检查其发光情况。
①LED焊接条件
>烙铁焊接:电烙铁的最高功率不超过30W,尖端温度不超过300℃;焊接时间不超过3s;焊接位置至少离胶体2mm。
>浸焊:浸焊最高温度260℃,浸焊时间不超过5s,浸焊位置至少离胶体2mm。
②LED引脚成形方法(图6-16)
>离胶体2mm才能折弯支架,支架成形必须用夹具或由专业人员来完成。
>支架成形必须在焊接前完成,支架成形需保证引脚和间距与线路板上一致。
图6-16 LED引脚成形方法
③LED安装方法
>注意LED的封装排列,以防止装错极性。安装LED时不可与发热组件靠得太近,其工作条件不要超过LED规格书所规定的极限,在引脚变形的情况下不能安装LED。
>在有孑L的PCB中安装时,要计算好线路板上孑L距的尺寸和公差以免支架受过度的压力。
>安装LED时,建议用导套或者定住柱定位。同时在焊接温度回到正常以前,要避免让LED受到任何的震动或外力。
④清洗 当用化学品清洗胶体时必须特别小心,因为有些化学品对胶体表面有损伤并引起褪色如三氯乙烯、丙酮等。可用乙醇擦拭、浸渍,时间在常温下不超过3min。
上一篇:判断LED数码管
 相关技术资料
相关技术资料- 3-18LED使用注意事项

 公网安备44030402000607
公网安备44030402000607





