
HT240 圆形截面的棒状和矩形截面的板状
发布时间:2020/1/31 20:52:21 访问次数:1416
HT240金属材料的基本概述,金属材料是航空工业的基本材料。表1-1所列为波音―麦道飞机公司大型客机的选材对比。

表1-1 波音一麦道飞机公司大型客机的选材对比(结构重量分数)
从表中可以看出,金属材料在现代大型民用运输机的结构重量中大约占90%。但是,从民用运输机选材的发展趋势来看在减少。以最先进的民用客机波音777为例,复合材料已占到整机重量的11%,钛合金的再i鹰蒙多垂机重量的7%,而铝合金和钢的用量分别下降到70%和11%。
为了降低飞机结构的重量,提高飞机的结构效率,飞机结构应选用轻质、高强度和高模量的材料。同时为确保飞机的安全性和经济性,还应综合考虑材料的韧性、疲劳和断裂特性、耐蚀性以及材料的市场价格。
金属材料的基本性能,由两种或两种以上元素组成的属和合金两大类,纯金属是由单一金属元素,组成的而的物质,有些合金全部是由金属元素组成的,比具有如黄铜,就是由铜和锌两种金属元素组成的。有些合金则是由金属元素和非金属元素组成的,比如碳钢,就是由金属元素铁和非金属元素碳组成的。
金属的基本性能通常包括:物理性能、化学性能、机械性能和工艺性能。性能金属的物理性能一般包括:颜色、比重、密度、熔点、导电性、导热性、指金属在加热状态下接受压力加工的能力。金属的塑性越大,变形的抗力越小,锻造性就越好。常用的金属中,低碳钢、纯铜等的锻造性比较好,而铸铁不能锻造。
焊接性:焊接工艺一般分为熔焊和钎焊两大类:
熔焊将两个工,冷却后形成牢固的接头,使两个工整体。一般还要在结合部位另加填充金属。熔焊一般叉分为电焊和气焊。
钎焊:将两个工件的结合部位和作为填充金属的钎料进行适当的加热,钎料的熔点比工件金属的熔点低,在工件金属还没有熔∮乜的情况下,将已熔化的钎料填充到工件之间,与固态的工件金属相互溶解和扩钎料凝固后将两个工件焊接在一起。金属材料的焊接性是指在采用一定的焊接工艺方法、焊接材料、工艺参数等条件下,获得优质焊接接头的难易程度。
切削加工性:用切削工具进行加工时,金属表现出来的性能叫做金属的切削加工性能。金属具有较好的切削加工性通常是指切削加工时,切削力小,切削碎屑容易脱落,切削工具不易磨损,加工后容易得到光洁度较高的加工表面。材料的切削加工性能主要决定于它们的物理性能和机械性能。强度高、硬度高的材料,塑性好的材料和导热性能差的材料,其切削加工性能都比较差。
金属材料的机槭性能,金属材料的机械性能指标主要包括强度、塑性、硬度、韧性和抗疲劳性能等。
强度图1-1 拉力试样,(a)圆形试样;(b)板状试样,金属的强度和塑性是通过拉力试验来测定。
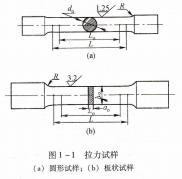
拉力试样通常有圆形截面的棒状和矩形截面的板状(见图1-1)9在试件中间一段截面均匀的部分是试验段,其长度用乙。表示称为标距。
图1-2所示为低碳钢的拉仲示意图。把试样承受的载荷P除以试样的原始横截面积FO,则得到试样所承受的拉应力σ,即σ=(MPa)
u0=ΔJε=可强把试样的伸长量ΔJ除以试件原始的标距长度Jo,则得到试样的相对仲长一应变ε,即图1-3所示为低碳钢的应力一应变示意图。金属抵抗变形和断裂的能力叫强度。强度指标包括弹性模量、弹性极限.
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
HT240金属材料的基本概述,金属材料是航空工业的基本材料。表1-1所列为波音―麦道飞机公司大型客机的选材对比。
表1-1 波音一麦道飞机公司大型客机的选材对比(结构重量分数)
从表中可以看出,金属材料在现代大型民用运输机的结构重量中大约占90%。但是,从民用运输机选材的发展趋势来看在减少。以最先进的民用客机波音777为例,复合材料已占到整机重量的11%,钛合金的再i鹰蒙多垂机重量的7%,而铝合金和钢的用量分别下降到70%和11%。
为了降低飞机结构的重量,提高飞机的结构效率,飞机结构应选用轻质、高强度和高模量的材料。同时为确保飞机的安全性和经济性,还应综合考虑材料的韧性、疲劳和断裂特性、耐蚀性以及材料的市场价格。
金属材料的基本性能,由两种或两种以上元素组成的属和合金两大类,纯金属是由单一金属元素,组成的而的物质,有些合金全部是由金属元素组成的,比具有如黄铜,就是由铜和锌两种金属元素组成的。有些合金则是由金属元素和非金属元素组成的,比如碳钢,就是由金属元素铁和非金属元素碳组成的。
金属的基本性能通常包括:物理性能、化学性能、机械性能和工艺性能。性能金属的物理性能一般包括:颜色、比重、密度、熔点、导电性、导热性、指金属在加热状态下接受压力加工的能力。金属的塑性越大,变形的抗力越小,锻造性就越好。常用的金属中,低碳钢、纯铜等的锻造性比较好,而铸铁不能锻造。
焊接性:焊接工艺一般分为熔焊和钎焊两大类:
熔焊将两个工,冷却后形成牢固的接头,使两个工整体。一般还要在结合部位另加填充金属。熔焊一般叉分为电焊和气焊。
钎焊:将两个工件的结合部位和作为填充金属的钎料进行适当的加热,钎料的熔点比工件金属的熔点低,在工件金属还没有熔∮乜的情况下,将已熔化的钎料填充到工件之间,与固态的工件金属相互溶解和扩钎料凝固后将两个工件焊接在一起。金属材料的焊接性是指在采用一定的焊接工艺方法、焊接材料、工艺参数等条件下,获得优质焊接接头的难易程度。
切削加工性:用切削工具进行加工时,金属表现出来的性能叫做金属的切削加工性能。金属具有较好的切削加工性通常是指切削加工时,切削力小,切削碎屑容易脱落,切削工具不易磨损,加工后容易得到光洁度较高的加工表面。材料的切削加工性能主要决定于它们的物理性能和机械性能。强度高、硬度高的材料,塑性好的材料和导热性能差的材料,其切削加工性能都比较差。
金属材料的机槭性能,金属材料的机械性能指标主要包括强度、塑性、硬度、韧性和抗疲劳性能等。
强度图1-1 拉力试样,(a)圆形试样;(b)板状试样,金属的强度和塑性是通过拉力试验来测定。
拉力试样通常有圆形截面的棒状和矩形截面的板状(见图1-1)9在试件中间一段截面均匀的部分是试验段,其长度用乙。表示称为标距。
图1-2所示为低碳钢的拉仲示意图。把试样承受的载荷P除以试样的原始横截面积FO,则得到试样所承受的拉应力σ,即σ=(MPa)
u0=ΔJε=可强把试样的伸长量ΔJ除以试件原始的标距长度Jo,则得到试样的相对仲长一应变ε,即图1-3所示为低碳钢的应力一应变示意图。金属抵抗变形和断裂的能力叫强度。强度指标包括弹性模量、弹性极限.
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
 相关技术资料
相关技术资料- 7-18STGWA30IH160DF2 IGBT应用前景简述
- 7-18最新一代低功耗内存LPDDR6标JESD209-6
- 7-18EMI CISPR25 CLASS 5标准应用探究
- 7-18Android 和Linux OS优势特征
- 7-18汽车混合信号微控制器MSPM0G351X-Q1
- 7-184A,6A 3KVRMS双通道隔离的闸门驱动器
- 7-17第二代储能电芯加速替代280Ah电芯应用详情
- 7-17业界首款超以太网和 UALink IP 解决方案
- 7-17NVLink 和 NVSwitch 关键技术参数探究
- 7-17“Scale Up + Scale Out” 混合架构应用详解
- 7-17高速速度比(2.5MHz)RRIO操作放大器简述
- 7-174-20MA信号调节器技术参数设计

 公网安备44030402000607
公网安备44030402000607





