
KM424C257ZJ-8 渗透检测法的分类和特点
发布时间:2020/1/12 16:51:22 访问次数:1565
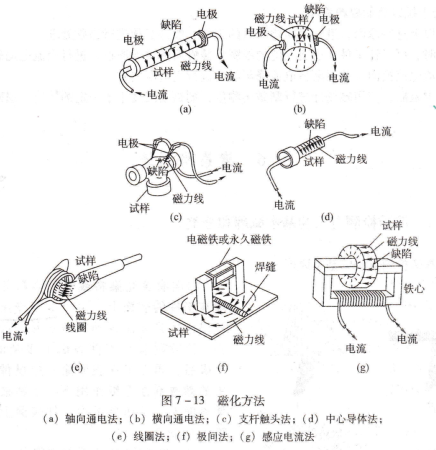
KM424C257ZJ-8电极磁力线中电流线,电磁铁或水久磁铁磁力线,试样焊缝铁心线圈电流磁化方法,(a)轴向通电法;(b)横向通电法;(c)支杆触头法;〈d)中心导体法,(e)线圈法;(f)极间法;(g)感应电流法,磁粉检测方法的应用和退磁处理,磁粉检测方法的应用,磁粉检测方法用于检测铁磁性材料工件表面或近表面的裂纹、夹杂等缺陷,但不能检测出缺陷的深度。这种方法操作简单、速度快、灵敏度高,缺陷显示直观,能准确地确定缺陷大小、形状和位置。飞机结构上的铁磁性工件表面或近表面的缺陷都可以用磁粉检测法来检测,检测结果直观而可靠。
磁粉检测法不适用于非铁磁性材料,而且在检查前必须对被检工件的表面进行清洗。另外,检测后要对探伤工件进行退磁处理。
退磁处理,若对经过磁粉检测法探伤的工件不进行退磁处理,工件上的剩磁场会对工件以后的加工或工作带来不利影响:
剩磁会影响工件周围,某些仪器和仪表的工作精度,和功能号剩磁会吸附磁粉,造成工件的磨损;
剩磁会吸附铁屑,破坏工件表面精度,并使刀具钝化;电极电流在工件需要电焊时,剩磁会引起电弧的偏吹和游离;会干扰以后的磁粉检测。
由于以上这些原因,进行磁粉检测后的工件一般都必须进行退磁处理。退磁时,可以让工件在通交流电的线圈中缓慢而平稳地通过,进行交流电退磁;也可以通过将直流电流换向,并逐渐将电流降至零,进行直流电退磁。工件退磁后,应用磁场计进行剩磁场测量,剩磁场强度小于一定的数值,退磁工作才能完成。
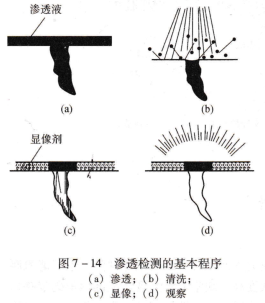
渗透检测法,渗透检测方法的基本原理和分类,渗透检测方法的基本原理,渗透液将溶有荧光染料或着色染料的渗透剂施加在工件的表面上,由于毛细作用,渗透剂可以渗人到表面各种类型的弄砌缺陷中去。清除附着在工件表面上多余的渗透剂,干燥后,再在工件表面涂一层显像剂,缺陷中的渗透剂在毛细作用下,重新被吸附到工件表面上,从而显示出工件表面上的开口缺陷(见图7-14)。
渗透检测法的分类和特点,按照渗透检测法所使用的渗透剂中的溶质不同,可将渗透检测法分为着色检测法和荧光检测法,而按照所使用的渗透剂的清洗方法,叉可分为水洗型渗透检测、溶剂清洗型检测和后乳化型检测。
着色检测法和荧光检测法,着色检测法,渗透检测的基本程序(a)渗透;(b)清洗;(c)显像;(d)观察,使用的渗透剂含有红色染料,施加显像剂以后,重新被吸附到工件表面上的着色渗透剂在白光源下显示红色痕迹,形成颜色较深、鲜艳、边缘不十分清晰的缺陷图像。
着色检测法不需要暗室和紫外线光源,操作简单、成本低,但与荧光检测法相比,灵敏度较低。
荧光检测法,使用的渗透剂含有荧光物质。缺陷观察采用紫外线光源(也称黑光灯)。施加显像剂以后,重新被吸附到工件表面上的荧光渗透剂在紫外线照射下呈现出黄绿色荧光。
荧光检测法比着色检测法灵敏度高,适用于检测工件表面疲劳等细小裂纹。但需要暗室和紫外线光源,成本较高。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
KM424C257ZJ-8电极磁力线中电流线,电磁铁或水久磁铁磁力线,试样焊缝铁心线圈电流磁化方法,(a)轴向通电法;(b)横向通电法;(c)支杆触头法;〈d)中心导体法,(e)线圈法;(f)极间法;(g)感应电流法,磁粉检测方法的应用和退磁处理,磁粉检测方法的应用,磁粉检测方法用于检测铁磁性材料工件表面或近表面的裂纹、夹杂等缺陷,但不能检测出缺陷的深度。这种方法操作简单、速度快、灵敏度高,缺陷显示直观,能准确地确定缺陷大小、形状和位置。飞机结构上的铁磁性工件表面或近表面的缺陷都可以用磁粉检测法来检测,检测结果直观而可靠。
磁粉检测法不适用于非铁磁性材料,而且在检查前必须对被检工件的表面进行清洗。另外,检测后要对探伤工件进行退磁处理。
退磁处理,若对经过磁粉检测法探伤的工件不进行退磁处理,工件上的剩磁场会对工件以后的加工或工作带来不利影响:
剩磁会影响工件周围,某些仪器和仪表的工作精度,和功能号剩磁会吸附磁粉,造成工件的磨损;
剩磁会吸附铁屑,破坏工件表面精度,并使刀具钝化;电极电流在工件需要电焊时,剩磁会引起电弧的偏吹和游离;会干扰以后的磁粉检测。
由于以上这些原因,进行磁粉检测后的工件一般都必须进行退磁处理。退磁时,可以让工件在通交流电的线圈中缓慢而平稳地通过,进行交流电退磁;也可以通过将直流电流换向,并逐渐将电流降至零,进行直流电退磁。工件退磁后,应用磁场计进行剩磁场测量,剩磁场强度小于一定的数值,退磁工作才能完成。
渗透检测法,渗透检测方法的基本原理和分类,渗透检测方法的基本原理,渗透液将溶有荧光染料或着色染料的渗透剂施加在工件的表面上,由于毛细作用,渗透剂可以渗人到表面各种类型的弄砌缺陷中去。清除附着在工件表面上多余的渗透剂,干燥后,再在工件表面涂一层显像剂,缺陷中的渗透剂在毛细作用下,重新被吸附到工件表面上,从而显示出工件表面上的开口缺陷(见图7-14)。
渗透检测法的分类和特点,按照渗透检测法所使用的渗透剂中的溶质不同,可将渗透检测法分为着色检测法和荧光检测法,而按照所使用的渗透剂的清洗方法,叉可分为水洗型渗透检测、溶剂清洗型检测和后乳化型检测。
着色检测法和荧光检测法,着色检测法,渗透检测的基本程序(a)渗透;(b)清洗;(c)显像;(d)观察,使用的渗透剂含有红色染料,施加显像剂以后,重新被吸附到工件表面上的着色渗透剂在白光源下显示红色痕迹,形成颜色较深、鲜艳、边缘不十分清晰的缺陷图像。
着色检测法不需要暗室和紫外线光源,操作简单、成本低,但与荧光检测法相比,灵敏度较低。
荧光检测法,使用的渗透剂含有荧光物质。缺陷观察采用紫外线光源(也称黑光灯)。施加显像剂以后,重新被吸附到工件表面上的荧光渗透剂在紫外线照射下呈现出黄绿色荧光。
荧光检测法比着色检测法灵敏度高,适用于检测工件表面疲劳等细小裂纹。但需要暗室和紫外线光源,成本较高。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
 相关技术资料
相关技术资料- 8-25新品MP2764QFN-30(4mm*5mm)封装
- 8-25NVDC路径管理升降压充电管理芯片
- 8-25集成LDO驱动外部NPN三极管电流驱动应用
- 8-25内置电流检测放大器MPQ6539-AEC1
- 8-25 MOSFET (HS-FET) 驱动器特性和优势
- 8-25三相无刷直流 (BLDC) 电机栅极驱动器 IC
- 8-22首款集成 Balong 6000 5G 调制解调器芯
- 8-22第二代4纳米系统级芯片(SoC)架构骁龙平台
- 8-22集成低压硅基MOSFET应用详解
- 8-22高密度SiC/GaN功率转换控制驱动检测
- 8-22新型高压650V GaN FET―TP65H030G4PRS
- 8-22低噪声 μModule DC/DC 转换器技术参数设计

 公网安备44030402000607
公网安备44030402000607





