

引线键合
发布时间:2015/11/15 14:16:41 访问次数:2103
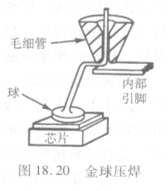
一旦芯片和封装体被连接,它们就走到了引线键合工艺。这也许是最重要的装配操作。TMS320DM6441AZWT在引线键合中,多达数百根导线必须从键合压点到封装体的内引线完全地键合上(见图18. 19】。连线压焊的步骤从概念上讲很单。一条直径为0.7~1.0 mil的细线首先被压焊在芯片的压焊点上,然后再延伸至管壳的框架的内部引脚
上。第三步是将线压焊至内部引脚上。最后,线被剪断然后在下一个压焊点重复整个过程。尽管在概念上和工艺过程中看似简单,但连线压焊工艺以精确的线定位和电性能要求而显得至关重要。除了对定位精确度的要求外,还要求每条线两头的压焊要有很好的电性能连接,对延伸跨度的连线要求保持一定的弧度日.小能有纽结,而且要与邻线保持一定的安全距离。常规封装件跨线的弧度一般为8~ 12 mil,而有些非常薄的封装件要求4―5 ITlllj4i。邻线之间的间距称为压焊的节距( pitch)、
连线压焊通常使用金线或铝线。.这两种材料的导电性都很强,它们的延展性也都很强,能经得住压焊过程中产乍的形变并且保持牢固和可靠。
一旦芯片和封装体被连接,它们就走到了引线键合工艺。这也许是最重要的装配操作。TMS320DM6441AZWT在引线键合中,多达数百根导线必须从键合压点到封装体的内引线完全地键合上(见图18. 19】。连线压焊的步骤从概念上讲很单。一条直径为0.7~1.0 mil的细线首先被压焊在芯片的压焊点上,然后再延伸至管壳的框架的内部引脚
上。第三步是将线压焊至内部引脚上。最后,线被剪断然后在下一个压焊点重复整个过程。尽管在概念上和工艺过程中看似简单,但连线压焊工艺以精确的线定位和电性能要求而显得至关重要。除了对定位精确度的要求外,还要求每条线两头的压焊要有很好的电性能连接,对延伸跨度的连线要求保持一定的弧度日.小能有纽结,而且要与邻线保持一定的安全距离。常规封装件跨线的弧度一般为8~ 12 mil,而有些非常薄的封装件要求4―5 ITlllj4i。邻线之间的间距称为压焊的节距( pitch)、
连线压焊通常使用金线或铝线。.这两种材料的导电性都很强,它们的延展性也都很强,能经得住压焊过程中产乍的形变并且保持牢固和可靠。
 相关技术资料
相关技术资料- 11-15引线键合
- 11-15环氧树脂黏结法
- 5-26晶体管开关电路的设计

 公网安备44030402000607
公网安备44030402000607





