
入工目测检验(加辅助放大镜)
发布时间:2012/10/11 20:12:19 访问次数:1525
在数字化的电路中,如果能BK20104L121-T满足下列基本要求则被焊接的产品将能正常工作:互连图形完整无缺;元器件不错焊、不漏焊;焊接点无虚焊、无桥连。因此SMT大生产中,人们都习惯用肉眼检测或者辅助放大镜、显微镜,基本上能满足除BGA、CSP等以外元器件焊点的观察。在检查中,还可以借助金属针或竹制牙签以适合的力量和速度划过QFP的引脚,依靠手感及目测可以综合判断IC引脚是否有虚焊或桥连,借助放大镜、显微镜,人工目测检验具有灵活性,也是最基本的检测手段。IPC-A-610焊点验收标准,基本上也是以目测为主。现结合IPC-A-610标准对焊点/PCB外观质量评述如下。
优良的焊点外观
在人工目测检验时,首先应弄清优良焊点的形态,优良的焊点外观通常应满足以下要求:
●润湿程度良好;
●焊料在焊点表面铺展均匀连续,并且越接近焊点边缘焊料层越薄,接触角一般应小于30。,对于焊盘边缘较小的焊点,也应见到凹状的弯月面,被焊金属表面不允许有焊料的阻挡层及其他污染物,如阻碍层、字符图、栏框等;
●焊点处的焊料量要适中,避免过多或过少;
●焊点位置必须准确,元器件的端头/引脚应处于焊盘的中心位置.宽度及长度方向不应出现超越现象;
●焊点表面应连续和圆滑,对于再流焊形成的焊点应有光亮的外观。
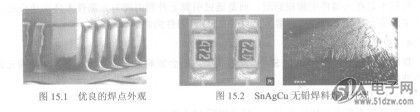
原则上,上述要求可应用于一切焊点,不管它用什么方法焊接而成,也不论它处于PCB的哪个位置上,都应使人感觉到它们是均匀、流畅、饱满的,如图15.1所示。
对于无铅焊料的焊点来说,由于无铅焊料在常温冷却过程中,会出现焊料中锡组分树枝状偏析结晶,焊点表面无光亮感,呈凝固线条或橘皮状,通常认为这并不影响焊点的可靠性,无铅焊点的形态如图15.2所示。研究表明在采用无铅工艺中,通过改进焊料成分以及采用N2气保护、加速焊点的冷却速度等综合手段可以改善无铅焊点的外观质量。
在数字化的电路中,如果能BK20104L121-T满足下列基本要求则被焊接的产品将能正常工作:互连图形完整无缺;元器件不错焊、不漏焊;焊接点无虚焊、无桥连。因此SMT大生产中,人们都习惯用肉眼检测或者辅助放大镜、显微镜,基本上能满足除BGA、CSP等以外元器件焊点的观察。在检查中,还可以借助金属针或竹制牙签以适合的力量和速度划过QFP的引脚,依靠手感及目测可以综合判断IC引脚是否有虚焊或桥连,借助放大镜、显微镜,人工目测检验具有灵活性,也是最基本的检测手段。IPC-A-610焊点验收标准,基本上也是以目测为主。现结合IPC-A-610标准对焊点/PCB外观质量评述如下。
优良的焊点外观
在人工目测检验时,首先应弄清优良焊点的形态,优良的焊点外观通常应满足以下要求:
●润湿程度良好;
●焊料在焊点表面铺展均匀连续,并且越接近焊点边缘焊料层越薄,接触角一般应小于30。,对于焊盘边缘较小的焊点,也应见到凹状的弯月面,被焊金属表面不允许有焊料的阻挡层及其他污染物,如阻碍层、字符图、栏框等;
●焊点处的焊料量要适中,避免过多或过少;
●焊点位置必须准确,元器件的端头/引脚应处于焊盘的中心位置.宽度及长度方向不应出现超越现象;
●焊点表面应连续和圆滑,对于再流焊形成的焊点应有光亮的外观。
原则上,上述要求可应用于一切焊点,不管它用什么方法焊接而成,也不论它处于PCB的哪个位置上,都应使人感觉到它们是均匀、流畅、饱满的,如图15.1所示。
对于无铅焊料的焊点来说,由于无铅焊料在常温冷却过程中,会出现焊料中锡组分树枝状偏析结晶,焊点表面无光亮感,呈凝固线条或橘皮状,通常认为这并不影响焊点的可靠性,无铅焊点的形态如图15.2所示。研究表明在采用无铅工艺中,通过改进焊料成分以及采用N2气保护、加速焊点的冷却速度等综合手段可以改善无铅焊点的外观质量。
上一篇:章焊接质量评估与检测
上一篇:缺陷分类
 相关技术资料
相关技术资料- 10-11入工目测检验(加辅助放大镜)
- 相关IC型号
- BK20104L121-T
- BK200A
热门点击
- 三相异步电动机启停的PLC控制
- 简单的方波一三角波产生电路
- 直插式元器件引脚处理
- Sn-Bi-Pb存在低熔点相
- 兆欧表的工作原理
- 环形多谐振荡器
- 正负误差补偿法
- 静电敏感器件及其分类
- 交流电路的戴维南等效电路(综合性实验)
- 表面张力与润湿力
推荐技术资料

- 单片机版光立方的制作
- N视频: http://v.youku.comN_sh... [详细]
 公网安备44030402000607
公网安备44030402000607





