
关键技术工作原理
发布时间:2012/9/25 20:08:57 访问次数:862
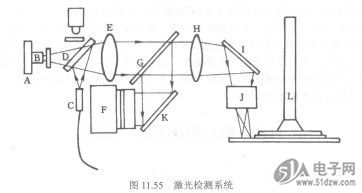
①激光检测系统。激光检测系N490CH10统是SPARK400机器中的重要系统,它能实现各种功能的检测,其原理如图11.55所示。图中,双光头激光笈生器(C)可以发出双路光束经过光路系统(E、H和J),实现对检测对象的X-Y,扫描功能,反射光返回后,传至传感器(B)与CCD (F),以实现各种功能的判别。
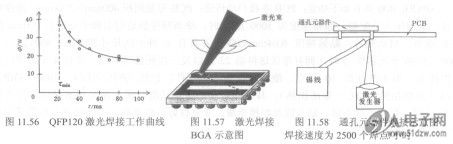
②激光焊接曲线。有关激光焊接的工作原理参见第13章,激光焊接中,仅需要很低的能量就能实现焊点的焊接,现以焊接QFP120为例,其工作曲线如图11.56所示。
③焊接BGA的原理。采用激光束在BGA顶部加热的原理,可以实现BGA的焊接,其温差小于2℃。由于激光具有极好的控制性能(通/断),重复性好,稳定,故焊接的效果特别好。通常焊点中Sn-Cu金属间化合物仅有1m厚,故焊接的质量非常高,如图11.57所示。
④焊接通孔元器件的原理。SPARK还可以实现通孔元器件的焊接,原理如图11.58所示。
从图11.58中可以看出,焊锡丝可以通过送料器送至焊盘处,并由激光直接加热焊盘,实现通孔元器件的焊接。
以高密度SMA样板为例(其中有片式元器件500个),加工数量10块,若用全自动线生产成本约每块$ 18;若用手动生产线生产约每块$47(国外人工费高):采用SPARK 400生产约每块$6。总之,SPARK -体机不仅具有强大的功能,而且具有低的加工成本。
①激光检测系统。激光检测系N490CH10统是SPARK400机器中的重要系统,它能实现各种功能的检测,其原理如图11.55所示。图中,双光头激光笈生器(C)可以发出双路光束经过光路系统(E、H和J),实现对检测对象的X-Y,扫描功能,反射光返回后,传至传感器(B)与CCD (F),以实现各种功能的判别。
②激光焊接曲线。有关激光焊接的工作原理参见第13章,激光焊接中,仅需要很低的能量就能实现焊点的焊接,现以焊接QFP120为例,其工作曲线如图11.56所示。
③焊接BGA的原理。采用激光束在BGA顶部加热的原理,可以实现BGA的焊接,其温差小于2℃。由于激光具有极好的控制性能(通/断),重复性好,稳定,故焊接的效果特别好。通常焊点中Sn-Cu金属间化合物仅有1m厚,故焊接的质量非常高,如图11.57所示。
④焊接通孔元器件的原理。SPARK还可以实现通孔元器件的焊接,原理如图11.58所示。
从图11.58中可以看出,焊锡丝可以通过送料器送至焊盘处,并由激光直接加热焊盘,实现通孔元器件的焊接。
以高密度SMA样板为例(其中有片式元器件500个),加工数量10块,若用全自动线生产成本约每块$ 18;若用手动生产线生产约每块$47(国外人工费高):采用SPARK 400生产约每块$6。总之,SPARK -体机不仅具有强大的功能,而且具有低的加工成本。
上一篇:多功能一体机
 相关技术资料
相关技术资料- 9-25关键技术工作原理
- 相关IC型号
- N490CH10
- 暂无最新型号
热门点击
- MOSFET H电桥电路
- 要熟悉三相异步电动机的反接制动控制的原理
- 用指针式万用表开路检测电解电容器
- 集成电路的参数
- 无铅焊料的表面张力
- 贴片技术与贴片机
- 电脑电源中的三极管
- 多芯片模块(MCM)技术
- 锡须生长失效
- 识别电路板中的场效应管
推荐技术资料
- 绘制印制电路板的过程
- 绘制印制电路板是相当重要的过程,EPL2010新颖的理... [详细]
 公网安备44030402000607
公网安备44030402000607





