
SN74AUP1G74YZPR����Ƶ�ʻ�ʹ������������
����ʱ��:2019/11/19 13:29:13 ���ʴ���:1166
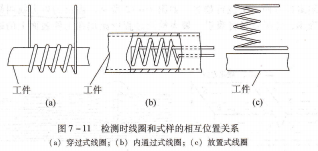
SN74AUP1G74YZPRͼ7-11 ���ʱ��Ȧ��ʽ�����λ�ù�ϵ,(a)����ʽ��Ȧ;(b)��ͨ��ʽ��Ȧ;(c)����ʽ��Ȧ
��������Ƶ��ѡ���������ⷨ��Ӧ��,��������Ƶ��ѡ��,�����������Ƶ�ʷ�Χ��2��Hz~6 MHz������ھ�������,ʵ����ѡ�õ�Ƶ���ɱ���
�����ĺ�ȡ���ϣ�������ȡ�Ҫ��ﵽ�������Ȼ�ֱ����Լ���ͬ�ļ��Ŀ�ĵ���������.
����Ƶ�ʻ�ʹ������������,�ӿ����ٶ�,����������Ȼ����,���ܻ������Ҫ������˵����Ҫ��;����Ƶ�ʻ�ʹ��������ȼӴ�,���Ǽ�������Ⱥ��ٶ�ȴҪ���͡�����,���ܴﵽ��Ҫ�������ȵĴ�����,ѡ���ܸߵ�Ƶ��,������������Ⱥͼ���ٶȡ��ر���ֻ��Ҫ��������ȱ��ʱ,��ѡ�øߴX���ȵ�Ƶ�ʡ�������Ҫ����൱��ȵ�ȱ��ʱ,ֻ�ò��ýϵ͵�Ƶ��,�Դﵽ��Ҫ��������,�������������Ȼή��,���ѷ���ϸС��ȱ�ݡ�
��������Ƿ�Ϊ��Ƶ�͵�Ƶ����.������ⷨ��Ӧ��,������ⷨ�����ڻͲ������Ƽ��ı�������ب����L�����ơ��۵������ס������ȵļ�⡣���������ȴ�����̼�ֻ�Ͻ�ֵ�ǿ���Բ��Ϲ��������˼��,��Ϊǿ���Բ���
�����ȵĵ����ʻ�Ӱ����������
������ⷨ�豸���������㡢�ɱ���,����ʵ���Զ�������,�ٶȿ�,����Լ����������������������,���ڽ����ֳ���⡣�Ե�������Ƽ������������ƣ�����ơ�Ӧ����ʴ�����кܸߵ�������,�ر��������е��ŷۼ�ⷨ.
�ŷۼ��Ļ���ԭ���ͷ���,�ŷۼ��Ļ���ԭ��,�������Թ������Ż���,��������������������ȱ��,��ɾֲ���������,��������ȱ�ݸ�������:,����������,��ͼ7-12��ʾ������Ĵ���©��,����ȱ��©�ų�,��©�ų����������ۼ���������ʩ���ڹ��������ϵĴŷ�,�γ�ȱ����ʾ��

��ȱ�ݹ����Ĵ�����(a)ȱ��©��;(b)��������ȱ�ݸ�����������
�Ż�����,�ŷۼ���һ����Ҫ�Ա��칤�����дŻ�����ȱ�ݷ������ڹ����Ͻ����Ĵų������߳�֩:�н�ʱ,©��������,ȱ����ʾ��������;���н�С��45��ʱ,�����Ƚ������½�;��Ϊ|��ƽ��ʱ,ȱ�ݿ��ܲ�����ʾ���������,Ҫ������ѡ�������ڷ���ȱ�ݵķ���Թ������дŻ����Ż�����һ���Ϊ����Ż���������(����)�Ż������ϴŶַ�����1��Ż���
��ͼ7-13(a)��(d)��ʾ,������ֱ��ͨ�˹���,���ڴ�������о����ͨ������ʹ
�����Ż�,�����Ĵ������ƹ������߳�Բ���Ρ����ִŻ�����������η�9���ֹ����������������ع������������ȱ�ݡ�
����(����)�Ż���,��ͼ7-13(��)��(e)��(g)��ʾ,������ͨ����,��ͨ����Ȧͨ����,ʹ�����Ż��������ع�������Ĵ�����,������Ż���,�����빤������ֱ���������ơ�
���ϴŻ�����ʵ������������Ԥ��ȱ�ݵķ���9��ʱ���Բ��û��ഹֱ�ų��ĸ��ϴŻ��������ִ�����ͬʱ�Թ�����������Ż�������Ż�����������²����Ĵų�ǿ��Ϊ�����������Ĵų�ǿ�ȵ�ʸ����,�������ִŻ����ɷ��ֶ���ȱ�ݡ�
������,�ڶԹ�����ŵ�ͬʱ,�������������ŷۻ������Һ,�����м�顣
���ַ������Խϵ͵ĴŻ������ﵽ�ϸߵ�������,�ر��ʺ�ʣ�Ŵ��Ե͵IJ��Ρ�������������̫����,���Ч�ʵ͡�
ʣ�ŷ�,���ù�����ź��ʣ�Ž��м�顣���ַ����������㡢Ч�ʸ�,����Ҫ�ýϴ�Ĵ�������,����ֻ����ʣ�Ÿ�Ӧǿ�IJ��ϡ�
SN74AUP1G74YZPRͼ7-11 ���ʱ��Ȧ��ʽ�����λ�ù�ϵ,(a)����ʽ��Ȧ;(b)��ͨ��ʽ��Ȧ;(c)����ʽ��Ȧ
��������Ƶ��ѡ���������ⷨ��Ӧ��,��������Ƶ��ѡ��,�����������Ƶ�ʷ�Χ��2��Hz~6 MHz������ھ�������,ʵ����ѡ�õ�Ƶ���ɱ���
�����ĺ�ȡ���ϣ�������ȡ�Ҫ��ﵽ�������Ȼ�ֱ����Լ���ͬ�ļ��Ŀ�ĵ���������.
����Ƶ�ʻ�ʹ������������,�ӿ����ٶ�,����������Ȼ����,���ܻ������Ҫ������˵����Ҫ��;����Ƶ�ʻ�ʹ��������ȼӴ�,���Ǽ�������Ⱥ��ٶ�ȴҪ���͡�����,���ܴﵽ��Ҫ�������ȵĴ�����,ѡ���ܸߵ�Ƶ��,������������Ⱥͼ���ٶȡ��ر���ֻ��Ҫ��������ȱ��ʱ,��ѡ�øߴX���ȵ�Ƶ�ʡ�������Ҫ����൱��ȵ�ȱ��ʱ,ֻ�ò��ýϵ͵�Ƶ��,�Դﵽ��Ҫ��������,�������������Ȼή��,���ѷ���ϸС��ȱ�ݡ�
��������Ƿ�Ϊ��Ƶ�͵�Ƶ����.������ⷨ��Ӧ��,������ⷨ�����ڻͲ������Ƽ��ı�������ب����L�����ơ��۵������ס������ȵļ�⡣���������ȴ�����̼�ֻ�Ͻ�ֵ�ǿ���Բ��Ϲ��������˼��,��Ϊǿ���Բ���
�����ȵĵ����ʻ�Ӱ����������
������ⷨ�豸���������㡢�ɱ���,����ʵ���Զ�������,�ٶȿ�,����Լ����������������������,���ڽ����ֳ���⡣�Ե�������Ƽ������������ƣ�����ơ�Ӧ����ʴ�����кܸߵ�������,�ر��������е��ŷۼ�ⷨ.
�ŷۼ��Ļ���ԭ���ͷ���,�ŷۼ��Ļ���ԭ��,�������Թ������Ż���,��������������������ȱ��,��ɾֲ���������,��������ȱ�ݸ�������:,����������,��ͼ7-12��ʾ������Ĵ���©��,����ȱ��©�ų�,��©�ų����������ۼ���������ʩ���ڹ��������ϵĴŷ�,�γ�ȱ����ʾ��
��ȱ�ݹ����Ĵ�����(a)ȱ��©��;(b)��������ȱ�ݸ�����������
�Ż�����,�ŷۼ���һ����Ҫ�Ա��칤�����дŻ�����ȱ�ݷ������ڹ����Ͻ����Ĵų������߳�֩:�н�ʱ,©��������,ȱ����ʾ��������;���н�С��45��ʱ,�����Ƚ������½�;��Ϊ|��ƽ��ʱ,ȱ�ݿ��ܲ�����ʾ���������,Ҫ������ѡ�������ڷ���ȱ�ݵķ���Թ������дŻ����Ż�����һ���Ϊ����Ż���������(����)�Ż������ϴŶַ�����1��Ż���
��ͼ7-13(a)��(d)��ʾ,������ֱ��ͨ�˹���,���ڴ�������о����ͨ������ʹ
�����Ż�,�����Ĵ������ƹ������߳�Բ���Ρ����ִŻ�����������η�9���ֹ����������������ع������������ȱ�ݡ�
����(����)�Ż���,��ͼ7-13(��)��(e)��(g)��ʾ,������ͨ����,��ͨ����Ȧͨ����,ʹ�����Ż��������ع�������Ĵ�����,������Ż���,�����빤������ֱ���������ơ�
���ϴŻ�����ʵ������������Ԥ��ȱ�ݵķ���9��ʱ���Բ��û��ഹֱ�ų��ĸ��ϴŻ��������ִ�����ͬʱ�Թ�����������Ż�������Ż�����������²����Ĵų�ǿ��Ϊ�����������Ĵų�ǿ�ȵ�ʸ����,�������ִŻ����ɷ��ֶ���ȱ�ݡ�
������,�ڶԹ�����ŵ�ͬʱ,�������������ŷۻ������Һ,�����м�顣
���ַ������Խϵ͵ĴŻ������ﵽ�ϸߵ�������,�ر��ʺ�ʣ�Ŵ��Ե͵IJ��Ρ�������������̫����,���Ч�ʵ͡�
ʣ�ŷ�,���ù�����ź��ʣ�Ž��м�顣���ַ����������㡢Ч�ʸ�,����Ҫ�ýϴ�Ĵ�������,����ֻ����ʣ�Ÿ�Ӧǿ�IJ��ϡ�
 ��ؼ�������
��ؼ�������- 8-22������ Balong 6000 5G ���ƽ����о
- 8-22�ڶ���4����ϵͳ��оƬ��SoC���ܹ�����ƽ̨
- 8-22���ɵ�ѹ���MOSFETӦ�����
- 8-22���ܶ�SiC/GaN����ת�������������
- 8-22����ѹ650V GaN FET��TP65H030G4PRS
- 8-22������ ��Module DC/DC ת���������������
- 8-21��һ����ƷRL78 ϵ��������Ӧ�ü���
- 8-21˫�˿ھ�̬�����ȡ�洢����SRAM��
- 8-21512kB �C 1MB ����� 256kB SRAMӦ��̽��
- 8-21480MHz Arm Cortex-M85ͼ��������
- 8-21 RGB �� MIPI-DSI �ӿ�RA8D1 MC
- 8-21RA ϵ�е�Arm ������ (MCU)
�������
- HMC318MS8GETR��Դ��NMOs��
- VI-B1H-CV��������Ĺ�ģ��ѹ����
- MP2482DN-LF-Z������ʱ���ϵ�·
- ZMM4.7V/4.7V MOSFET�����
- ZL50022�����źŵ�ѹ�ı仯
- M41256A-12�������ȵ���ЧӦ
- LM1117H-1.8TRͬ�����ķ��������
- TLC2254QD����ʪ�ȶԽ�����ʴ��Ӱ��
- XC3195-4PG223Cí���IJ��Ϻͱ�ʶ
- STR-Z4569���ص�·������ģ��
�Ƽ���������

- �й���ý��ѧ��ý����ݿ�
- ��ý����ݿ�����ʽ¡ͯ���С�������i���ҹ���ֵܾȲ���... [��ϸ]
 ��������44030402000607
��������44030402000607





