
时间的输入与输出
发布时间:2017/11/29 22:07:25 访问次数:517
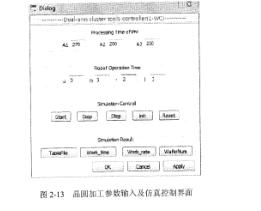
对于仿真模型的加工时间输入,各工序KA1M0880B的加工时间可由Singleproc的Proccssing time 属性设置,其值可反映到全局变量A1、A2、A3,相应的Simtalk程序(,Modc1s亓amc.pmi,Proc△me∶=Ai)封装在init对象中。机械手卸载、旋转、自身旋转和装载的时间通过全局变量切、阴、r、J设置。由于重入加工过程有多枚晶圆在集束型装备中加工,而且不同晶圆产品的加工时间和机械手搬运作业时间可能不同,因此,在人机交互系统中,通过执行赋值程序:便可快速地实现时间的输入。例如,晶圆在模块PM1加工需要刀Os,可将图2-13的人机界面A1的变量值设置为“”0”。为得到详细的仿真结果,在Mcthod中通过程序控制各模块的时间传送和机械手的作业,并计算每枚晶圆加工完毕的时间及生产周期(其值为相邻两枚晶圆完成加工的系统仿真时间之差),最后将结果输入Tab1cFi1c表格。根据1晶圆周期调度策略,晶圆开始加工时,系统处于稳态。囚此,在终止暂态过程中,除第1枚实体晶圆的周期是变化外,其余实体晶圆的周期是相等的。
对于仿真模型的加工时间输入,各工序KA1M0880B的加工时间可由Singleproc的Proccssing time 属性设置,其值可反映到全局变量A1、A2、A3,相应的Simtalk程序(,Modc1s亓amc.pmi,Proc△me∶=Ai)封装在init对象中。机械手卸载、旋转、自身旋转和装载的时间通过全局变量切、阴、r、J设置。由于重入加工过程有多枚晶圆在集束型装备中加工,而且不同晶圆产品的加工时间和机械手搬运作业时间可能不同,因此,在人机交互系统中,通过执行赋值程序:便可快速地实现时间的输入。例如,晶圆在模块PM1加工需要刀Os,可将图2-13的人机界面A1的变量值设置为“”0”。为得到详细的仿真结果,在Mcthod中通过程序控制各模块的时间传送和机械手的作业,并计算每枚晶圆加工完毕的时间及生产周期(其值为相邻两枚晶圆完成加工的系统仿真时间之差),最后将结果输入Tab1cFi1c表格。根据1晶圆周期调度策略,晶圆开始加工时,系统处于稳态。囚此,在终止暂态过程中,除第1枚实体晶圆的周期是变化外,其余实体晶圆的周期是相等的。
 相关技术资料
相关技术资料- 11-29时间的输入与输出
 公网安备44030402000607
公网安备44030402000607





