
根据有无检测反馈元件分类
发布时间:2014/8/5 20:27:33 访问次数:687
计算机数控系统按伺服控制方式主要分为开环数字程序控制和闭环数字程序控制两大类, MA718-(TX)它们的控制原理不同,其系统结构也就有较大的差异。
(1)闭环数字程序控制。图9- 33给出了闭环数字程序控制的原理图,测量元件采用光电编码器、光栅或感应同步器,随时检测移动部件的位移量,及时反馈给数控系统并与插补运算所碍到的指令信号进行比较,其差值通过驱动电路控制驱动伺服电机,以带动移动部件消除位移误差。该控制方式控制精度高,主要用于大型精密加工机床,但其结构复杂,难以调整和维护,一些简易的数控系统很少采用。
图9 - 33 闭环数字程序控制原理图

(2)开环数字程序控制。开环数字程序控制的原理如图9- 34所示,这种控制方式没有反馈检测元件,一般由步进电机作为驱动装置。步进电机根据指令脉冲作相应的旋转,把刀具移动到指令脉冲相当的位置,至于刀具是否准确到达了指令脉冲规定的位置,不做任何检测,因此这种控制的精度和可靠性基本上由步进电机和转动装置来决定。
图9 - 34 开环数字程序控制原理图
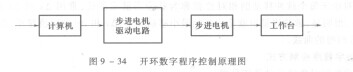
开环数字程序控制虽然控制精度低于闭环系统,但具有结构简单、成本低、易于调整和维护等优点,因此在各类数控机床、线切割机、低速小型数字绘图仪等设备中得到了广泛的应用。
计算机数控系统按伺服控制方式主要分为开环数字程序控制和闭环数字程序控制两大类, MA718-(TX)它们的控制原理不同,其系统结构也就有较大的差异。
(1)闭环数字程序控制。图9- 33给出了闭环数字程序控制的原理图,测量元件采用光电编码器、光栅或感应同步器,随时检测移动部件的位移量,及时反馈给数控系统并与插补运算所碍到的指令信号进行比较,其差值通过驱动电路控制驱动伺服电机,以带动移动部件消除位移误差。该控制方式控制精度高,主要用于大型精密加工机床,但其结构复杂,难以调整和维护,一些简易的数控系统很少采用。
图9 - 33 闭环数字程序控制原理图
(2)开环数字程序控制。开环数字程序控制的原理如图9- 34所示,这种控制方式没有反馈检测元件,一般由步进电机作为驱动装置。步进电机根据指令脉冲作相应的旋转,把刀具移动到指令脉冲相当的位置,至于刀具是否准确到达了指令脉冲规定的位置,不做任何检测,因此这种控制的精度和可靠性基本上由步进电机和转动装置来决定。
图9 - 34 开环数字程序控制原理图
开环数字程序控制虽然控制精度低于闭环系统,但具有结构简单、成本低、易于调整和维护等优点,因此在各类数控机床、线切割机、低速小型数字绘图仪等设备中得到了广泛的应用。
上一篇:按控制对象的运动轨迹分类
上一篇:逐点比较法插补原理
 相关技术资料
相关技术资料- 8-5根据有无检测反馈元件分类

 公网安备44030402000607
公网安备44030402000607





