
影响波峰焊质量的因素
发布时间:2014/5/30 18:21:14 访问次数:1067
影响波峰焊质量的因素与波峰焊常见焊接缺陷分析及预防对策
随着目前元器件变得越来越小,PCB组装密度越来越高,加之由于免清洗助焊剂不含卤化物,WT7515N140因此去氧化和助焊作用大大减小,使波峰焊工艺难度越来越大,造成各种焊接缺陷的概率也更大。
影响波峰焊质量的因素
影响波峰焊质量的主要因素有设备、工艺材料、印制板质量、元器件焊端的氧化程度、PCB设计、工艺等。
(1)助焊剂涂覆系统的可控制性
助焊剂涂覆系统的可控制性直接影响助焊剂的涂覆质量。目前应用最多的是定量喷射。
超声喷雾系统是目前最先进的涂覆方式。它是事先根据涂覆面积计算出助焊剂的喷涂量,然后自动将定量的助焊剂经过超声雾化进行喷雾,因此这种方式质量最好。
(2)预热区和锡锅温度控制系统的稳定性
预热区和锡锅温度控制系统的稳定性直接影响实时焊接温度,焊接温度的波动是焊接质量不稳定最主要的因素。目前炉温控温方式一般采用P.I.D,炉温波动范围小于等于士2℃。
(3)波峰结构对焊接质量的影响
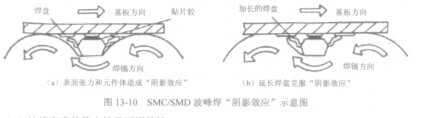
SMC/SMD采用波峰焊工艺时,由于元件体有一定的尺寸和高度,元件体之间会产生互相遮挡:另外,由于液态焊科波表面张力的作用,PCB与焊料波相对运动时,使元件体背面的引脚和焊盘不能接触到焊锡波,使用单波峰焊接SMC/SMD容易造成漏焊、虚焊等缺陷,这种现象称为“阴影效应”,如图r13-10 (a)所示。因此,焊接SMC/SMD需要双波峰,或采用空心波。PCB设计时,在焊盘的末端(尾部)延长焊盘能起到克服“阴影效应”的效果,如图13-10 (b)所示。
双波峰和电磁泵波峰焊机焊接SMC/SMD能够克服“阴影效应”。目前流行的选择性波峰焊机也是采用电磁泵的原理,因此其焊接质量比较高,尤其适合无铅波峰焊工艺。
影响波峰焊质量的因素与波峰焊常见焊接缺陷分析及预防对策
随着目前元器件变得越来越小,PCB组装密度越来越高,加之由于免清洗助焊剂不含卤化物,WT7515N140因此去氧化和助焊作用大大减小,使波峰焊工艺难度越来越大,造成各种焊接缺陷的概率也更大。
影响波峰焊质量的因素
影响波峰焊质量的主要因素有设备、工艺材料、印制板质量、元器件焊端的氧化程度、PCB设计、工艺等。
(1)助焊剂涂覆系统的可控制性
助焊剂涂覆系统的可控制性直接影响助焊剂的涂覆质量。目前应用最多的是定量喷射。
超声喷雾系统是目前最先进的涂覆方式。它是事先根据涂覆面积计算出助焊剂的喷涂量,然后自动将定量的助焊剂经过超声雾化进行喷雾,因此这种方式质量最好。
(2)预热区和锡锅温度控制系统的稳定性
预热区和锡锅温度控制系统的稳定性直接影响实时焊接温度,焊接温度的波动是焊接质量不稳定最主要的因素。目前炉温控温方式一般采用P.I.D,炉温波动范围小于等于士2℃。
(3)波峰结构对焊接质量的影响
SMC/SMD采用波峰焊工艺时,由于元件体有一定的尺寸和高度,元件体之间会产生互相遮挡:另外,由于液态焊科波表面张力的作用,PCB与焊料波相对运动时,使元件体背面的引脚和焊盘不能接触到焊锡波,使用单波峰焊接SMC/SMD容易造成漏焊、虚焊等缺陷,这种现象称为“阴影效应”,如图r13-10 (a)所示。因此,焊接SMC/SMD需要双波峰,或采用空心波。PCB设计时,在焊盘的末端(尾部)延长焊盘能起到克服“阴影效应”的效果,如图13-10 (b)所示。
双波峰和电磁泵波峰焊机焊接SMC/SMD能够克服“阴影效应”。目前流行的选择性波峰焊机也是采用电磁泵的原理,因此其焊接质量比较高,尤其适合无铅波峰焊工艺。
上一篇:波峰焊机安全技术操作规程
上一篇:板面脏主要是由于焊剂固体含量高
 相关技术资料
相关技术资料- 5-30影响波峰焊质量的因素
- 相关IC型号
- WT7515N140
- WT7510
- WT7515
- WT7517

 公网安备44030402000607
公网安备44030402000607





