
运用焊接理论正确设置无铅再流焊温度曲线
发布时间:2014/5/25 13:41:18 访问次数:1013
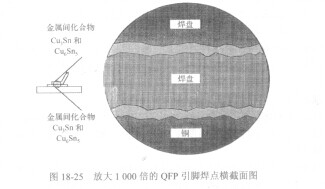
下面以Sn系焊料与Cu焊接为例进行阐述。
图18-25是放大1 000倍的QFP引脚焊点横截面图。REG113EA-3从图中清楚地看到,是金属间结合层将引脚和PCB焊盘分别与焊料焊接在一起,形成一个焊接点。
为了使焊点具有一定的连接强度,必须生成0.5~4Um(或5¨m、6pun、8岬)厚度的IMC,但钎缝中IMC币能太厚。
由于无铅焊料熔点高、润湿性差,给再流焊带来了焊接温度高、工艺窗口小的难题,使再流焊容易产生虚焊、气孔、立碑等缺陷,还容易引起损坏元器件、PCB等可靠性问题。如何设置最佳的温度曲线,既保证焊点质量,又不损坏元件和PCB,是无铅再流焊接技术要解决的根本问题。
1.设置再流焊温度曲线与确定再流焊技术规范的依据
设置再流焊温度曲线与确定再流焊技术规范的主要依据:焊膏的温度曲线,PCB的材料、厚度、尺寸,元件的大小、组装密度,以及设备的构造、性能等具体条件等。
洋见1 1章11.8.1节和19章19.4.2节2.的内容。
2.运用焊接理论正确设置无铅再流焊温度曲线(结合图18-24)
(1)升温区和预热区
升温区从室温25℃升到110℃需要90~120s,预热区从110~180℃需要90~120s,多层板÷大尺寸板及有大热容量元器件的复杂印制电路板,为了使整个PCB温度均匀,减小PCB及大小元器件的温差AT,无铅焊接需要缓慢升温和充分预热。
运用焊接理论正确设置无铅再流焊温度曲线
下面以Sn系焊料与Cu焊接为例进行阐述。
图18-25是放大1 000倍的QFP引脚焊点横截面图。从图中清楚地看到,是金属间结合层将引脚和PCB焊盘分别与焊料焊接在一起,形成一个焊接点。
为了使焊点具有一定的连接强度,必须生成0.5~4Um(或5¨m、6pun、8岬)厚度的IMC,但钎缝中IMC币能太厚。
由于无铅焊料熔点高、润湿性差,给再流焊带来了焊接温度高、工艺窗口小的难题,使再流焊
容易产生虚焊、气孔、立碑等缺陷,还容易引起损坏元器件、PCB等可靠性问题。如何设置最佳的温度曲线,既保证焊点质量,又不损坏元件和PCB,是无铅再流焊接技术要解决的根本问题。
1.设置再流焊温度曲线与确定再流焊技术规范的依据
设置再流焊温度曲线与确定再流焊技术规范的主要依据:焊膏的温度曲线,PCB的材料、厚度、尺寸,元件的大小、组装密度,以及设备的构造、性能等具体条件等。
洋见1 1章11.8.1节和19章19.4.2节2.的内容。
2.运用焊接理论正确设置无铅再流焊温度曲线(结合图18-24)
(1)升温区和预热区
升温区从室温25℃升到110℃需要90~120s,预热区从110~180℃需要90~120s,多层板÷大尺寸板及有大热容量元器件的复杂印制电路板,为了使整个PCB温度均匀,减小PCB及大小元器件的温差AT,无铅焊接需要缓慢升温和充分预热。
下面以Sn系焊料与Cu焊接为例进行阐述。
图18-25是放大1 000倍的QFP引脚焊点横截面图。REG113EA-3从图中清楚地看到,是金属间结合层将引脚和PCB焊盘分别与焊料焊接在一起,形成一个焊接点。
为了使焊点具有一定的连接强度,必须生成0.5~4Um(或5¨m、6pun、8岬)厚度的IMC,但钎缝中IMC币能太厚。
由于无铅焊料熔点高、润湿性差,给再流焊带来了焊接温度高、工艺窗口小的难题,使再流焊容易产生虚焊、气孔、立碑等缺陷,还容易引起损坏元器件、PCB等可靠性问题。如何设置最佳的温度曲线,既保证焊点质量,又不损坏元件和PCB,是无铅再流焊接技术要解决的根本问题。
1.设置再流焊温度曲线与确定再流焊技术规范的依据
设置再流焊温度曲线与确定再流焊技术规范的主要依据:焊膏的温度曲线,PCB的材料、厚度、尺寸,元件的大小、组装密度,以及设备的构造、性能等具体条件等。
洋见1 1章11.8.1节和19章19.4.2节2.的内容。
2.运用焊接理论正确设置无铅再流焊温度曲线(结合图18-24)
(1)升温区和预热区
升温区从室温25℃升到110℃需要90~120s,预热区从110~180℃需要90~120s,多层板÷大尺寸板及有大热容量元器件的复杂印制电路板,为了使整个PCB温度均匀,减小PCB及大小元器件的温差AT,无铅焊接需要缓慢升温和充分预热。
运用焊接理论正确设置无铅再流焊温度曲线
下面以Sn系焊料与Cu焊接为例进行阐述。
图18-25是放大1 000倍的QFP引脚焊点横截面图。从图中清楚地看到,是金属间结合层将引脚和PCB焊盘分别与焊料焊接在一起,形成一个焊接点。
为了使焊点具有一定的连接强度,必须生成0.5~4Um(或5¨m、6pun、8岬)厚度的IMC,但钎缝中IMC币能太厚。
由于无铅焊料熔点高、润湿性差,给再流焊带来了焊接温度高、工艺窗口小的难题,使再流焊
容易产生虚焊、气孔、立碑等缺陷,还容易引起损坏元器件、PCB等可靠性问题。如何设置最佳的温度曲线,既保证焊点质量,又不损坏元件和PCB,是无铅再流焊接技术要解决的根本问题。
1.设置再流焊温度曲线与确定再流焊技术规范的依据
设置再流焊温度曲线与确定再流焊技术规范的主要依据:焊膏的温度曲线,PCB的材料、厚度、尺寸,元件的大小、组装密度,以及设备的构造、性能等具体条件等。
洋见1 1章11.8.1节和19章19.4.2节2.的内容。
2.运用焊接理论正确设置无铅再流焊温度曲线(结合图18-24)
(1)升温区和预热区
升温区从室温25℃升到110℃需要90~120s,预热区从110~180℃需要90~120s,多层板÷大尺寸板及有大热容量元器件的复杂印制电路板,为了使整个PCB温度均匀,减小PCB及大小元器件的温差AT,无铅焊接需要缓慢升温和充分预热。
上一篇:焊接温度和焊接时间
上一篇:助焊剂浸润区(快速升温区)
 相关技术资料
相关技术资料- 5-25运用焊接理论正确设置无铅再流焊温度曲线

 公网安备44030402000607
公网安备44030402000607





