
PLC硬件配置及接线
发布时间:2013/8/26 19:52:34 访问次数:1101
薄片辊压、干燥及切丝工艺过程的控制可使用置位指令、复位指令、SR触发器及定时器来实现。正常情况下,最后一级的置位信号由启动按钮驱动,FH29-44S-0.2SHW(05)其他各级的置位信号则由其后一级的状态信号、启动标志及延时启动定时器驱动;第一级的复位信号由停止按钮驱动,其他各级的复位信号则由其前一级的状态信号、停止标志及延时停机定时器驱动。故障情况下,故障点之前各级的复位信号则由故障点的状态驱动;故障点之后各级的复位信号则由停止标志、前一级的状态信号及延时停机定时器驱动。
PLC硬件配置及接线
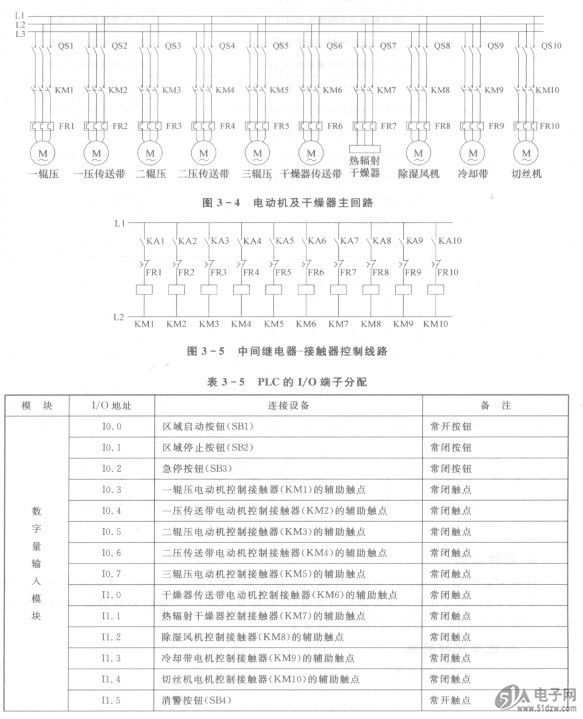
由图3-3可知,薄片辊压、干燥及切丝系统有传送带驱动电动机4个,辊压机驱动电动机3个,切丝机驱动电动机1个,除湿风机1个,热辐射干燥器1个,声光报警器1个,按钮指示灯2个,因此需要10个交流接触器及10个驱动交流接触器的中间继电器,共占用PLC的13个输出点;需要启动按钮1个、停止按钮1个、急停按钮1个、消警按钮1个、控制接触器状态信号(常闭辅助触点信号)10个,共占用PLC的14个输入点。因此,PLC系统可选择以下配置:
・CPU 315模块1只,订货号为6ES7 315 - 1AF03 - OABO;
・PS 307(5A)电源模块1只,订货号为6ES7 307 - 1EAOO - OAAO;
・SM321 DI32×DC24V数字量输入模块1只,订货号为6ES7 321 - 1BL80 - OAAO;
・SM322 D032×DC24V数字量输出模块1只,订货号为6ES7 322 - 1BLOO - OAAO;
・直流24 V 10 A的电源1只。
电动机及干燥器主回路如图3-4所示,中间继电器一接触器控制线路如图3-5所示,PLC的I/O端子分配如表3-5所列,PLC端子接线图如图3-6所示。
薄片辊压、干燥及切丝工艺过程的控制可使用置位指令、复位指令、SR触发器及定时器来实现。正常情况下,最后一级的置位信号由启动按钮驱动,FH29-44S-0.2SHW(05)其他各级的置位信号则由其后一级的状态信号、启动标志及延时启动定时器驱动;第一级的复位信号由停止按钮驱动,其他各级的复位信号则由其前一级的状态信号、停止标志及延时停机定时器驱动。故障情况下,故障点之前各级的复位信号则由故障点的状态驱动;故障点之后各级的复位信号则由停止标志、前一级的状态信号及延时停机定时器驱动。
PLC硬件配置及接线
由图3-3可知,薄片辊压、干燥及切丝系统有传送带驱动电动机4个,辊压机驱动电动机3个,切丝机驱动电动机1个,除湿风机1个,热辐射干燥器1个,声光报警器1个,按钮指示灯2个,因此需要10个交流接触器及10个驱动交流接触器的中间继电器,共占用PLC的13个输出点;需要启动按钮1个、停止按钮1个、急停按钮1个、消警按钮1个、控制接触器状态信号(常闭辅助触点信号)10个,共占用PLC的14个输入点。因此,PLC系统可选择以下配置:
・CPU 315模块1只,订货号为6ES7 315 - 1AF03 - OABO;
・PS 307(5A)电源模块1只,订货号为6ES7 307 - 1EAOO - OAAO;
・SM321 DI32×DC24V数字量输入模块1只,订货号为6ES7 321 - 1BL80 - OAAO;
・SM322 D032×DC24V数字量输出模块1只,订货号为6ES7 322 - 1BLOO - OAAO;
・直流24 V 10 A的电源1只。
电动机及干燥器主回路如图3-4所示,中间继电器一接触器控制线路如图3-5所示,PLC的I/O端子分配如表3-5所列,PLC端子接线图如图3-6所示。
上一篇:烟草薄片生产线的控制要求
上一篇:控制程序设计
 相关技术资料
相关技术资料- 8-26PLC硬件配置及接线
- 相关IC型号
- FH29-44S-0.2SHW(05)
- 暂无最新型号
热门点击
- 掌握电热水壶电路的识图技巧
- 拾音唱臂接线及其平衡接法
- 唱臂接线及唱头的DC电阻
- 共模高频干扰信号与Y电容电路分析
- 双向触发二极管实用知识及应用电路分析
- 晶体二极管的伏安特性
- 触点与线圈
- 多台电动机的单按钮控制
- 集成电路中前、后级电路的接地引脚电路分析
- 印制电路板图的识图步骤和要领
推荐技术资料
- FU-19推挽功放制作
- FU-19是国产大功率发射双四极功率电二管,EPL20... [详细]
 公网安备44030402000607
公网安备44030402000607





