
烟草薄片生产线的控制要求
发布时间:2013/8/25 17:59:10 访问次数:1188
传送带又称带式输送机,TD62003P是组成有节奏的流水作业线所不可缺少的经济型物流输送设备。传送带具有输送能力强,输送距离远,运行高速平稳,噪声低,结构简单等特点,并可以上下坡传送,能方便地实行程序化控制和自动化操作,特别适合一些散碎原料及不规则物品的输送,在煤炭、采砂、食品、烟草和物流等生产领域应用非常普遍。对于多个流程工艺的生产线,一般需要多级传送带,为了防止物料的堆积,多级传送带在正常启动时需按物流方向逆向逐级启动,正常停机时则按物流方向顺向逐级停机。故障停机时,故障点之前的传送带应立即停机,故障点之后的传送带应按物流方向顺向逐级停机。
控制要求
现在的姻草生产企业为节约原材料,降低生产成本,一般都将生产过程中产生的烟梗、废烟丝、烟末等进行除尘、粉碎,然后与液料、CMC黏合剂等进行混合,再按造纸工艺辊压成与自然烟叶一样厚度的薄片并切成烟丝供卷烟车间使用。
图3-3所示为某烟厂LB13型烟草薄片生产线的薄片辊压、干燥及切丝区域工艺流程图,各工艺流程之间均通过传送带或振筛实现物料的传送,整个区域采用独立的“区域启动”按钮及“区域停止”按钮进行控制,在紧急情况下还可以通过“急停”按钮进行紧急全线停车。具体控制要求如下:
图3-3薄片辊压、干燥及切丝区域工艺流程图
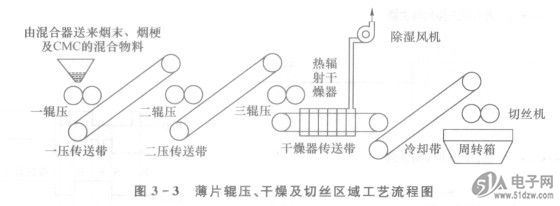
①按“区域启动”按钮,多级传送带按物流方向应逆向逐级启动:首先是热辐射干燥器、除湿风机、干燥器传送带工作预热一180 s后切丝机和冷却带同时工作一5s后三辊压及二压传送带同时工作一5s后二辊压及一压传送带同时工作- 5s后一辊压工作。
②按“区域停止”按钮,多级传送带按物流方向顺向逐级停机:首先一辊压停机一20 s后一压传送带及二辊压同时停机- 20 s后二压传送带及三辊压同时停机一20 s后热辐射干燥器停机- 20 s后冷却带及切丝机同时停机一300 s后干燥器传送带及除湿风机同时停机。
③故障时,故障点之前的传送带、辊压机、热辐射干燥器等应立即停机(干燥器传送带及除湿风机除外)并报警,故障点之后的传送带、辊压机、热辐射干燥器、除湿风机可继续运行。此时若按“区域停止”按钮,则故障点之后的传送带、辊压机、热辐射干燥器、除湿风机等应按物流方向及正常停机时间间隔顺向逐级停机。
④故障时的声光报警可通过“消警”按锂解除声光报警信号。
传送带又称带式输送机,TD62003P是组成有节奏的流水作业线所不可缺少的经济型物流输送设备。传送带具有输送能力强,输送距离远,运行高速平稳,噪声低,结构简单等特点,并可以上下坡传送,能方便地实行程序化控制和自动化操作,特别适合一些散碎原料及不规则物品的输送,在煤炭、采砂、食品、烟草和物流等生产领域应用非常普遍。对于多个流程工艺的生产线,一般需要多级传送带,为了防止物料的堆积,多级传送带在正常启动时需按物流方向逆向逐级启动,正常停机时则按物流方向顺向逐级停机。故障停机时,故障点之前的传送带应立即停机,故障点之后的传送带应按物流方向顺向逐级停机。
控制要求
现在的姻草生产企业为节约原材料,降低生产成本,一般都将生产过程中产生的烟梗、废烟丝、烟末等进行除尘、粉碎,然后与液料、CMC黏合剂等进行混合,再按造纸工艺辊压成与自然烟叶一样厚度的薄片并切成烟丝供卷烟车间使用。
图3-3所示为某烟厂LB13型烟草薄片生产线的薄片辊压、干燥及切丝区域工艺流程图,各工艺流程之间均通过传送带或振筛实现物料的传送,整个区域采用独立的“区域启动”按钮及“区域停止”按钮进行控制,在紧急情况下还可以通过“急停”按钮进行紧急全线停车。具体控制要求如下:
图3-3薄片辊压、干燥及切丝区域工艺流程图
①按“区域启动”按钮,多级传送带按物流方向应逆向逐级启动:首先是热辐射干燥器、除湿风机、干燥器传送带工作预热一180 s后切丝机和冷却带同时工作一5s后三辊压及二压传送带同时工作一5s后二辊压及一压传送带同时工作- 5s后一辊压工作。
②按“区域停止”按钮,多级传送带按物流方向顺向逐级停机:首先一辊压停机一20 s后一压传送带及二辊压同时停机- 20 s后二压传送带及三辊压同时停机一20 s后热辐射干燥器停机- 20 s后冷却带及切丝机同时停机一300 s后干燥器传送带及除湿风机同时停机。
③故障时,故障点之前的传送带、辊压机、热辐射干燥器等应立即停机(干燥器传送带及除湿风机除外)并报警,故障点之后的传送带、辊压机、热辐射干燥器、除湿风机可继续运行。此时若按“区域停止”按钮,则故障点之后的传送带、辊压机、热辐射干燥器、除湿风机等应按物流方向及正常停机时间间隔顺向逐级停机。
④故障时的声光报警可通过“消警”按锂解除声光报警信号。
上一篇:RS与SR触发器指令
上一篇:PLC硬件配置及接线
 相关技术资料
相关技术资料- 8-25烟草薄片生产线的控制要求
 公网安备44030402000607
公网安备44030402000607





