

可焊性测试方法的其他用途
发布时间:2012/10/6 21:26:18 访问次数:1224
曲线由四FC72C
部分组成:彳~B为样品插入阶段;B~C为样品诱导加热阶段;C~F为样品被润湿阶段;G以后为样品被提出阶段。
(5)评定准则
具体计算最大润湿力,是在假设存在适当的表面张力常数和完全润湿条件下得到的理论润湿力,即
F=r1P cos0
式中,ri为与焊剂相接触的焊料表面张力,单位为N/mm;P为样品周长,单位为mm;臼为润湿角。
在整个试验过程中,若3s内润湿力达到理论润湿力的2/3,则认为无引脚表面组装元器件可焊性良好,具体值根据选用的仪器来决定。
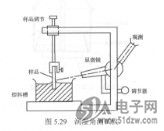
以上介绍了常用的可焊性测试方法,此外还有弯液面上升法和旋转浸渍法,其原理是根据润湿角口的大小来判别可焊性。例如,在弯液面上升法中,就是借助显微镜来观察导线浸入焊料中焊料润湿导线的润湿角曰,再根据角臼的大小来区别导线可焊性的大小(见图5.29),但由于臼难以准确测定,故这种方法尚未昔及与推广。
可焊性测试方法除了可以用来判别元器件引脚的可焊性之外,还可以用来判别助焊剂的可焊性,这在生产中经常用到,并称为面积扩展法。
图5.29润湿角测试仪
面积扩展法能够迅速而方便地得知某些基材金属被相应的焊料合金润湿的情况。如果使用某种已知的基材金属一焊料组合,例如黄铜和锡铅合金,就可以用这种技术来确定焊剂的效力。一定量的焊料合金加入焊剂后,在面积为25mm×25mm的基材金属板上熔化,这样,焊料的扩展情况就可以定性或定量地进行评定。扩展试验的结果常用扩展因子S来表示,一定量的焊料在金属板上浸渍后,直径为D,焊料的厚度为办,则扩展因子S为:

通常金属板温度为(235±5)℃,熔化时间为30s。
曲线由四FC72C
部分组成:彳~B为样品插入阶段;B~C为样品诱导加热阶段;C~F为样品被润湿阶段;G以后为样品被提出阶段。
(5)评定准则
具体计算最大润湿力,是在假设存在适当的表面张力常数和完全润湿条件下得到的理论润湿力,即
F=r1P cos0
式中,ri为与焊剂相接触的焊料表面张力,单位为N/mm;P为样品周长,单位为mm;臼为润湿角。
在整个试验过程中,若3s内润湿力达到理论润湿力的2/3,则认为无引脚表面组装元器件可焊性良好,具体值根据选用的仪器来决定。
以上介绍了常用的可焊性测试方法,此外还有弯液面上升法和旋转浸渍法,其原理是根据润湿角口的大小来判别可焊性。例如,在弯液面上升法中,就是借助显微镜来观察导线浸入焊料中焊料润湿导线的润湿角曰,再根据角臼的大小来区别导线可焊性的大小(见图5.29),但由于臼难以准确测定,故这种方法尚未昔及与推广。
可焊性测试方法除了可以用来判别元器件引脚的可焊性之外,还可以用来判别助焊剂的可焊性,这在生产中经常用到,并称为面积扩展法。
图5.29润湿角测试仪
面积扩展法能够迅速而方便地得知某些基材金属被相应的焊料合金润湿的情况。如果使用某种已知的基材金属一焊料组合,例如黄铜和锡铅合金,就可以用这种技术来确定焊剂的效力。一定量的焊料合金加入焊剂后,在面积为25mm×25mm的基材金属板上熔化,这样,焊料的扩展情况就可以定性或定量地进行评定。扩展试验的结果常用扩展因子S来表示,一定量的焊料在金属板上浸渍后,直径为D,焊料的厚度为办,则扩展因子S为:
通常金属板温度为(235±5)℃,熔化时间为30s。
上一篇:有引线通孔元器件的测试
上一篇:加速老化处理
 相关技术资料
相关技术资料- 6-17全新 Mali-G1-Ultra MC12应用详情
- 6-172nm GAA 工艺 Exynos 2600 原型芯片
- 6-17A系列芯片和蜂窝网络调制解调器C1
- 6-17最新一代BPU Nash架构RDK S100
- 6-17 4 核心 Arm Cortex-R52+ MCU应用详解
- 6-17分层决策(大小脑模型)和端到端一体化VLA
- 6-16DC/DC 降压电源模块技术参数设计
- 6-16集成高效降压 DC/DC 变换器特性和优势
- 6-16I2C 接口和 PmBUS 及 OTP/MTP 存储器应用
- 6-16IGBT高效率2.5KW空调电源方案
- 6-16NCP1622+NCP13992的100W 适配器电源应用
- 6-16Power Management Buck/降压转换器
热门点击
- 三相异步电动机启停的PLC控制
- 简单的方波一三角波产生电路
- 直插式元器件引脚处理
- Sn-Bi-Pb存在低熔点相
- 兆欧表的工作原理
- 环形多谐振荡器
- 正负误差补偿法
- 交流电路的戴维南等效电路(综合性实验)
- 表面张力与润湿力
- 测量三极管集电结反向电阻
推荐技术资料

- 单片机版光立方的制作
- N视频: http://v.youku.comN_sh... [详细]
 公网安备44030402000607
公网安备44030402000607





