

焊接方法不一样
发布时间:2012/10/4 12:40:55 访问次数:669
①传统的波峰焊A1010B PL68C技术是将通孔元器件插入到PCB焊盘孔中,故HTH焊盘上必须有孔,当通过波峰焊机时,焊料才能通过元器件与焊盘孔的间隙上升到PCB表面,从而实现良好的焊接,如图4.5所示。
②SMT再流焊接是将焊料事先分布在焊盘上,焊接时通过锡膏的熔化实现元器件与PCB的焊盘的连接,若PCB焊盘上有孔,则熔化后的锡膏就会通过孔流到下层,因此焊盘上不能有孔,当在焊盘上过线时,必须将孔引出焊盘后再过线,如图4.6所示。

4.片式元器件焊接过程中受到力的作用
再流焊过程中,焊料熔化时,元器件是漂浮在熔融焊料之上的,此时就像光滑的冰块一样,容易造成元器件的移动,并且在锡膏熔化的瞬间元器件受到不同方向作用力的影响。

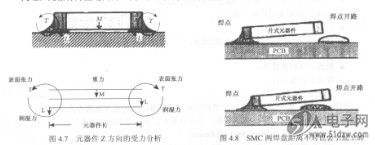
①Z方向,元器件受到三个力的作用,如图4.7所示。
・元器件体本身的重力M,方向为l;
・焊料的表面张力T,方向为f;
●焊料与元器件间的润湿力/,方向为l。
显然,当片式元器件两端力量相同即2T≤M+2/时,元器件能平稳地落在焊盘之上,如果焊盘两侧大小不一样,或元器件的可焊性不好,则两端的润温力三大小不一样,此时2T>M+2/,立碑等多种缺陷就会发生。
同理,元器件焊盘之间的距离过大或过小也会引起立碑,如图4.8所示。
①传统的波峰焊A1010B PL68C技术是将通孔元器件插入到PCB焊盘孔中,故HTH焊盘上必须有孔,当通过波峰焊机时,焊料才能通过元器件与焊盘孔的间隙上升到PCB表面,从而实现良好的焊接,如图4.5所示。
②SMT再流焊接是将焊料事先分布在焊盘上,焊接时通过锡膏的熔化实现元器件与PCB的焊盘的连接,若PCB焊盘上有孔,则熔化后的锡膏就会通过孔流到下层,因此焊盘上不能有孔,当在焊盘上过线时,必须将孔引出焊盘后再过线,如图4.6所示。
4.片式元器件焊接过程中受到力的作用
再流焊过程中,焊料熔化时,元器件是漂浮在熔融焊料之上的,此时就像光滑的冰块一样,容易造成元器件的移动,并且在锡膏熔化的瞬间元器件受到不同方向作用力的影响。
①Z方向,元器件受到三个力的作用,如图4.7所示。
・元器件体本身的重力M,方向为l;
・焊料的表面张力T,方向为f;
●焊料与元器件间的润湿力/,方向为l。
显然,当片式元器件两端力量相同即2T≤M+2/时,元器件能平稳地落在焊盘之上,如果焊盘两侧大小不一样,或元器件的可焊性不好,则两端的润温力三大小不一样,此时2T>M+2/,立碑等多种缺陷就会发生。
同理,元器件焊盘之间的距离过大或过小也会引起立碑,如图4.8所示。
上一篇:不良设计原因分析
上一篇:焊膏再流时会产生旋转力
 相关技术资料
相关技术资料- 6-17全新 Mali-G1-Ultra MC12应用详情
- 6-172nm GAA 工艺 Exynos 2600 原型芯片
- 6-17A系列芯片和蜂窝网络调制解调器C1
- 6-17最新一代BPU Nash架构RDK S100
- 6-17 4 核心 Arm Cortex-R52+ MCU应用详解
- 6-17分层决策(大小脑模型)和端到端一体化VLA
- 6-16DC/DC 降压电源模块技术参数设计
- 6-16集成高效降压 DC/DC 变换器特性和优势
- 6-16I2C 接口和 PmBUS 及 OTP/MTP 存储器应用
- 6-16IGBT高效率2.5KW空调电源方案
- 6-16NCP1622+NCP13992的100W 适配器电源应用
- 6-16Power Management Buck/降压转换器
热门点击
- 三相异步电动机启停的PLC控制
- 简单的方波一三角波产生电路
- 直插式元器件引脚处理
- Sn-Bi-Pb存在低熔点相
- 兆欧表的工作原理
- 环形多谐振荡器
- 正负误差补偿法
- 交流电路的戴维南等效电路(综合性实验)
- 表面张力与润湿力
- 测量三极管集电结反向电阻
推荐技术资料

- 单片机版光立方的制作
- N视频: http://v.youku.comN_sh... [详细]
 公网安备44030402000607
公网安备44030402000607





