
应对元件上的全部引出端进行试验
发布时间:2019/5/17 21:38:16 访问次数:1170
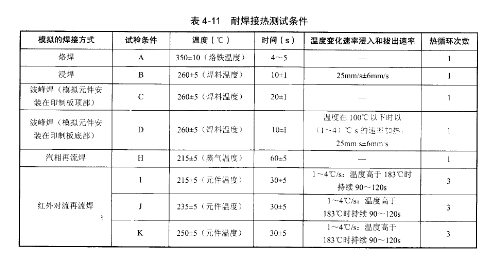
除有关标准中另有规定外,应对元EDE1116ABSE-6EMI-E件上的全部引出端进行试验。本方法的试验条件覆盖了6种不同的焊接技术,这些参考条件如表⒋11所示。
表⒋11 耐焊接热测试条件
试验条件A:烙焊――使用烙铁或烙杯,适用于柱状或针状引出 端。
试验条件B:浸焊――模拟元件引出端进行高温浸焊(镀锡)。
试验条件C:波峰焊(模拟元件安装在印制板顶部)。
试验条件D:波峰焊(模拟元件安装在印制板底部)。
试验条件H:汽相再流焊――无预热汽相再流环境。
试验条件I、J、K:红外对流再流焊一般拟红外再流、自然传导及热风传导再流环境。
1)试验条件A∶烙焊
试验条件A为烙焊,试验顺序如下:
(1)当试验对象是焊杯、焊环、柱状焊缝或者针眼引出端等时,对足够尺寸的引线进行预处理,以正确的方式放置。当试验对象是表贴产品时,应将样品固定在安装板上c
(2)当有要求时,对样品涂助焊剂。
(3)除有关标准另有规定外,烙铁应符合设备的要求。
(4)烙铁应达到350℃封0℃并且作用于引出端上持续4~5sc焊料和烙铁应作用于最靠近的元件本体的可能禁受焊接的安装点上。对于表贴的产品,烙铁只能被放置在衬垫上。
(5)移开烙铁以使样品在室温下冷却到稳定温度。若使用了助焊剂,应以适当的溶剂清除。
(6)以10倍放大率目检元件。
除有关标准中另有规定外,应对元EDE1116ABSE-6EMI-E件上的全部引出端进行试验。本方法的试验条件覆盖了6种不同的焊接技术,这些参考条件如表⒋11所示。
表⒋11 耐焊接热测试条件
试验条件A:烙焊――使用烙铁或烙杯,适用于柱状或针状引出 端。
试验条件B:浸焊――模拟元件引出端进行高温浸焊(镀锡)。
试验条件C:波峰焊(模拟元件安装在印制板顶部)。
试验条件D:波峰焊(模拟元件安装在印制板底部)。
试验条件H:汽相再流焊――无预热汽相再流环境。
试验条件I、J、K:红外对流再流焊一般拟红外再流、自然传导及热风传导再流环境。
1)试验条件A∶烙焊
试验条件A为烙焊,试验顺序如下:
(1)当试验对象是焊杯、焊环、柱状焊缝或者针眼引出端等时,对足够尺寸的引线进行预处理,以正确的方式放置。当试验对象是表贴产品时,应将样品固定在安装板上c
(2)当有要求时,对样品涂助焊剂。
(3)除有关标准另有规定外,烙铁应符合设备的要求。
(4)烙铁应达到350℃封0℃并且作用于引出端上持续4~5sc焊料和烙铁应作用于最靠近的元件本体的可能禁受焊接的安装点上。对于表贴的产品,烙铁只能被放置在衬垫上。
(5)移开烙铁以使样品在室温下冷却到稳定温度。若使用了助焊剂,应以适当的溶剂清除。
(6)以10倍放大率目检元件。
上一篇:应使用符合有关标准要求的助焊剂
上一篇:试验条件B为浸焊,试验顺序如下
 相关技术资料
相关技术资料- 5-17应对元件上的全部引出端进行试验
- 相关IC型号
- EDE1116ABSE-6EMI-E
- 暂无最新型号

 公网安备44030402000607
公网安备44030402000607





