
无铅焊料尚存在的缺点
发布时间:2012/10/9 19:23:05 访问次数:1170
在上述研究成功的三大类无ACM2012-121-2P铅焊料中,目前用得最多的无铅焊料仅有Sn-Ag-Cu系和Sn-0.7Cu+Ni (Sn-Cu系),但它们尚存在以下的缺点。
①焊接温度高。以上述两类无铅焊料为例,其中Sn-3.OAg-0.5Cu熔程为217℃~220℃;Sn-0.7Cu+Ni熔点为227℃,若以再流焊温度高于熔点300C为准,则它们所对应的锡膏的再流焊温度将分别达到247 0C,257℃,焊接温度接近元器件损坏温度,极易导致元器件损坏,这对元器件以及焊盘来说均是严峻的挑战,如图8.24和图8.25所示。

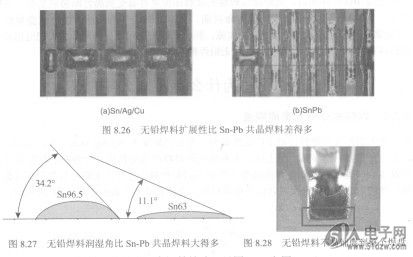
②可焊性差。无铅焊料的表面张力通常大于有铅焊料的表面张力,其润湿角也远大于有铅焊点润湿角,而流动性则又明显比有铅焊料差。若分别在银条上涂布无铅焊料和有铅焊料,置于2500C温度下,有铅焊料迅速漫流,而无铅焊扩展很少。无铅焊点润湿角远大于有含铅焊点润湿角,在实际生产中经常见到焊料不易铺展到焊盘的边缘,如图8.26、图8.27和图8.28所示。
在上述研究成功的三大类无ACM2012-121-2P铅焊料中,目前用得最多的无铅焊料仅有Sn-Ag-Cu系和Sn-0.7Cu+Ni (Sn-Cu系),但它们尚存在以下的缺点。
①焊接温度高。以上述两类无铅焊料为例,其中Sn-3.OAg-0.5Cu熔程为217℃~220℃;Sn-0.7Cu+Ni熔点为227℃,若以再流焊温度高于熔点300C为准,则它们所对应的锡膏的再流焊温度将分别达到247 0C,257℃,焊接温度接近元器件损坏温度,极易导致元器件损坏,这对元器件以及焊盘来说均是严峻的挑战,如图8.24和图8.25所示。
②可焊性差。无铅焊料的表面张力通常大于有铅焊料的表面张力,其润湿角也远大于有铅焊点润湿角,而流动性则又明显比有铅焊料差。若分别在银条上涂布无铅焊料和有铅焊料,置于2500C温度下,有铅焊料迅速漫流,而无铅焊扩展很少。无铅焊点润湿角远大于有含铅焊点润湿角,在实际生产中经常见到焊料不易铺展到焊盘的边缘,如图8.26、图8.27和图8.28所示。
上一篇:受到应力后的退化机理相同
上一篇:无铅焊料的“脆性”问题
 相关技术资料
相关技术资料- 3-28选配轮胎方法
- 10-9无铅焊料尚存在的缺点
- 1-14开机静噪引脚⑩脚外电路分析
热门点击
- 锡铅合金相图与特性曲线
- 贴片二极管,三极管,场效应管好焊接
- MELF电阻器
- ADC0809管脚功能
- 无源单口网络的等效阻抗与导纳的测量
- 单电源互补对称功率放大器(9霍L电路)
- 红绿灯控制实验(设计性实验)
- 电烙铁的加热器
- 贴片机的软件系统
- 无铅焊点可靠性测试方法
推荐技术资料
- FU-19推挽功放制作
- FU-19是国产大功率发射双四极功率电二管,EPL20... [详细]
 公网安备44030402000607
公网安备44030402000607





