
浸入装置
发布时间:2012/10/6 20:56:25 访问次数:954
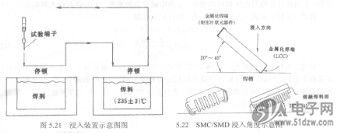
浸入装置示意图如图5.21所示。
试验样品浸F008A 入角、浸入速度、浸入时间和提出速度等参数都应在规定的范围内。元器件浸入时应与焊料液面成20。~55。角。对于不同种类的有短引脚表面组装元器件,该角度范围应保持恒定。摆动、振动及其他外来的运动都要控制在最小范围内。
2.试验方法
・将焊料槽或坩锅中的焊料加热到(235±3)℃并保持;
.将涂有焊剂的样品夹在夹具中;
・样品浸入焊料槽或坩锅前,先将熔融焊料液面上的氧化物及焊剂残留物撇去;
・将涂有焊剂的样品与焊料液面成20。~55。夹角,以(25±6) mm/s的速度浸入熔融焊料中,直至样品试样引线浸入(见图5.22);
.样品在熔融焊料中停留(5±0.5)s;
・样品以(25±6) mm/s的速度从焊料中提出,当样品提出焊料液面至浸入试验前的高度,允许样品表面的焊料通过空气冷却。
3.试验结果的检测和评定
对样品待检查部分,应使用至少能放大10倍的放大镜或双筒显微镜来检测。对引线每个细微倾斜角度的坡度部分(约0.5mm或更小处),鉴定放大率应为30倍,使用的检测仪放大倍数应为30倍或70倍。所育的引线应展示连续的焊料覆盖面或至少各引线焊料覆盖面积要达95%以上才算合格,低于这一要求算不合格。但允许有少量分散的诸如针孔等不润湿或弱润湿之类的缺陷,但这些缺陷不能集中在一起。
浸渍法从原则上说,要用手工烙铁焊进行,特别是引脚长的元器件以及PCB焊盘可焊性试验。
浸入装置示意图如图5.21所示。
试验样品浸F008A 入角、浸入速度、浸入时间和提出速度等参数都应在规定的范围内。元器件浸入时应与焊料液面成20。~55。角。对于不同种类的有短引脚表面组装元器件,该角度范围应保持恒定。摆动、振动及其他外来的运动都要控制在最小范围内。
2.试验方法
・将焊料槽或坩锅中的焊料加热到(235±3)℃并保持;
.将涂有焊剂的样品夹在夹具中;
・样品浸入焊料槽或坩锅前,先将熔融焊料液面上的氧化物及焊剂残留物撇去;
・将涂有焊剂的样品与焊料液面成20。~55。夹角,以(25±6) mm/s的速度浸入熔融焊料中,直至样品试样引线浸入(见图5.22);
.样品在熔融焊料中停留(5±0.5)s;
・样品以(25±6) mm/s的速度从焊料中提出,当样品提出焊料液面至浸入试验前的高度,允许样品表面的焊料通过空气冷却。
3.试验结果的检测和评定
对样品待检查部分,应使用至少能放大10倍的放大镜或双筒显微镜来检测。对引线每个细微倾斜角度的坡度部分(约0.5mm或更小处),鉴定放大率应为30倍,使用的检测仪放大倍数应为30倍或70倍。所育的引线应展示连续的焊料覆盖面或至少各引线焊料覆盖面积要达95%以上才算合格,低于这一要求算不合格。但允许有少量分散的诸如针孔等不润湿或弱润湿之类的缺陷,但这些缺陷不能集中在一起。
浸渍法从原则上说,要用手工烙铁焊进行,特别是引脚长的元器件以及PCB焊盘可焊性试验。
 相关技术资料
相关技术资料- 8-5完整模拟前端 (AFE) 监控芯片特性和优势
- 8-5 2 通道至 4 通道数字隔离器产品系列详解
- 8-5集成双通道栅极驱动器MPQ18833-AEC1
- 8-5隔离式半桥 (HB) 栅极驱动器解决方案
- 8-5高效率降压 DC/DC 变换器 IC
- 8-52.3V 至 5.5V 输入、0.6A、PSM 电源模块̴
- 8-4100V高频半桥N-沟道功率MOSFET驱动器
- 8-4集成高端和低端 FET 和驱动器特性和优势
- 8-4栅极驱动单片半桥芯片MP86945A
- 8-4数字恒定导通时间控制模式(COT)应用探究
- 8-4高效率 (CSP/QFN/BGA/LGA) 电源管理产品系列
- 8-4 IC 工艺、封装技术、单片设计和系统专业技术详解
热门点击
- 要熟悉三相异步电动机的反接制动控制的原理
- 集成电路的参数
- 无铅焊料的表面张力
- 贴片技术与贴片机
- 电脑电源中的三极管
- 多芯片模块(MCM)技术
- 锡须生长失效
- 识别电路板中的场效应管
- SOP型电阻网络
- 半导体直流稳压电源的设计与测试
推荐技术资料
- 绘制印制电路板的过程
- 绘制印制电路板是相当重要的过程,EPL2010新颖的理... [详细]
 公网安备44030402000607
公网安备44030402000607





