

各区温度谩定
发布时间:2012/9/28 20:12:57 访问次数:515
通常再流焊炉仪表显示的温度仅代表各5SDA05P5017加热器内热电偶所处位置的温度,并不等于SMA经过该温区时其板面上的温度。如果热电偶靠近加热源,则显示温度会明显高于相应的区间温度,热电偶越靠近PCB的运行通道,显示温度将越能反应区间温度,因此可打开再流焊炉上盖了解热电偶所设定的位置。当然也可以用一块试验板进行模拟测验,找出PCB上温度与表温设定的关系,通过几次反复试验,最终可以找出规律。当速度与温度确定后,再适当调节其他参数,如冷却风扇速度、风速或N2流量,并可以正式使用所加工的SMA进行测试,并根据实测的结果与理论温度曲线相比较或与锡膏供应商提供的曲线相比较。最后将炉子的参数记录或存储以备后用。虽然这个过程开始较慢和费力,但最终可以以此为依据取得熟练设定炉温曲线的能力。
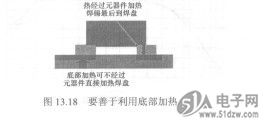
要善于利用底部加热
由于早期的再流焊炉仅有上加热器带有热风系统,下加热器不带有热风系统,此外,传送系统又是网带,故人们在设定温度时往往以上加热为主,下加热为辅,这样做其热量是经过元器件加热焊锡膏最后传到焊盘上,由于元器件的阴影效应往往使PCB表面温差大。随着再流焊炉的改进,再流焊炉上、下加热器均带有热风系统,并且传送系统由网带政为链条传送。因此在温度的设定上可以充分利用底部加热的功能。底部加热可不经过元器件直接加热焊盘,尤其是在多层板的生产中若是以上加热为主则温度会被多层板中的铜层吸收,而底部加热可不经过元器件(底部元器件要少得多)直接加热PCB并将温度传到焊盘上的锡膏,由于没有元器件的阴影效应,因此PCB表面温差要小得多,显然对焊接BGA、PLCC类器件是有利的。底部加热原理如图13.18所示。
通常再流焊炉仪表显示的温度仅代表各5SDA05P5017加热器内热电偶所处位置的温度,并不等于SMA经过该温区时其板面上的温度。如果热电偶靠近加热源,则显示温度会明显高于相应的区间温度,热电偶越靠近PCB的运行通道,显示温度将越能反应区间温度,因此可打开再流焊炉上盖了解热电偶所设定的位置。当然也可以用一块试验板进行模拟测验,找出PCB上温度与表温设定的关系,通过几次反复试验,最终可以找出规律。当速度与温度确定后,再适当调节其他参数,如冷却风扇速度、风速或N2流量,并可以正式使用所加工的SMA进行测试,并根据实测的结果与理论温度曲线相比较或与锡膏供应商提供的曲线相比较。最后将炉子的参数记录或存储以备后用。虽然这个过程开始较慢和费力,但最终可以以此为依据取得熟练设定炉温曲线的能力。
要善于利用底部加热
由于早期的再流焊炉仅有上加热器带有热风系统,下加热器不带有热风系统,此外,传送系统又是网带,故人们在设定温度时往往以上加热为主,下加热为辅,这样做其热量是经过元器件加热焊锡膏最后传到焊盘上,由于元器件的阴影效应往往使PCB表面温差大。随着再流焊炉的改进,再流焊炉上、下加热器均带有热风系统,并且传送系统由网带政为链条传送。因此在温度的设定上可以充分利用底部加热的功能。底部加热可不经过元器件直接加热焊盘,尤其是在多层板的生产中若是以上加热为主则温度会被多层板中的铜层吸收,而底部加热可不经过元器件(底部元器件要少得多)直接加热PCB并将温度传到焊盘上的锡膏,由于没有元器件的阴影效应,因此PCB表面温差要小得多,显然对焊接BGA、PLCC类器件是有利的。底部加热原理如图13.18所示。
上一篇:炉子的结构
上一篇:两种典型的温度曲线设定
 相关技术资料
相关技术资料- 9-28各区温度谩定
- 3-19CD10型铝电解电容器
- 相关IC型号
- 5SDA05P5017
- 暂无最新型号
 公网安备44030402000607
公网安备44030402000607





