

焊膏熔点与回流峰值焊接温度差别减小回流系统必须达到要求
发布时间:2023/10/6 0:59:16 访问次数:97
大元器件上能得到210℃。大、小元器件之间存在30℃的温度差别不会影响其寿命,这是因为焊接点是在高于焊膏熔化温度的27~57℃时形成的。
由于金属润湿性通常在较高温度时表现得更好,所以这些条件对生产是有利的。
对于无铅焊膏,如sl△/Ag成分熔点变成216~”1℃,这造成加热大元器件引脚要高于230℃能保证润湿性。
如果小元器件上引脚的峰值温度仍保持在勿0℃,那么大、小元器件之间的温度差别将小于10℃。这就意味着焊膏熔点与回流峰值焊接温度之间的差别的减小。为此,回流系统必须达到下述要求。
100以上的高电压时,尽可能使用只手进行测量。
用时,转关电阻挡,因为电阻挡电池连通,耗费电池。测完毕,应将转换开关拨到交流电压最大量程挡,并关闭电源。
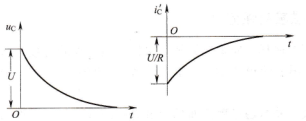
毫欧表的工作原理与万用表测量电阻相同,即在被测电阻上通入电流.通过检测电流的大小计算出电阻的数值,只不过毫欧表的测试精度更高,功能更完善。
 RTS一般能得到更光亮的焊点,可焊性问题较少。因为在RTs温度曲线下回流的焊膏在预热阶段保持其助焊剂载体,有助于更好地提高湿润性。因此,RTs更适用于难以润湿的合金和零件。
RTS一般能得到更光亮的焊点,可焊性问题较少。因为在RTs温度曲线下回流的焊膏在预热阶段保持其助焊剂载体,有助于更好地提高湿润性。因此,RTs更适用于难以润湿的合金和零件。
RTS曲线的升温速率是受控的,所以很少机会造成焊接缺陷或温度冲击。
RTs曲线更经济,因为减少了炉前半部分的加热能量。
可以使再流焊时间减少1~2min,也就是说减少20%的再流焊时间。
排除RTs的故障相对比较简单。
缩短了玻璃环氧基板在玻璃转换温度(几)之上的停留时间,可防止PCB基板性能下降,并降低发生翘曲的可能性,而且焊点良好率也在提高。
深圳市慈安科技有限公司http://cakj.51dzw.com
大元器件上能得到210℃。大、小元器件之间存在30℃的温度差别不会影响其寿命,这是因为焊接点是在高于焊膏熔化温度的27~57℃时形成的。
由于金属润湿性通常在较高温度时表现得更好,所以这些条件对生产是有利的。
对于无铅焊膏,如sl△/Ag成分熔点变成216~”1℃,这造成加热大元器件引脚要高于230℃能保证润湿性。
如果小元器件上引脚的峰值温度仍保持在勿0℃,那么大、小元器件之间的温度差别将小于10℃。这就意味着焊膏熔点与回流峰值焊接温度之间的差别的减小。为此,回流系统必须达到下述要求。
100以上的高电压时,尽可能使用只手进行测量。
用时,转关电阻挡,因为电阻挡电池连通,耗费电池。测完毕,应将转换开关拨到交流电压最大量程挡,并关闭电源。
毫欧表的工作原理与万用表测量电阻相同,即在被测电阻上通入电流.通过检测电流的大小计算出电阻的数值,只不过毫欧表的测试精度更高,功能更完善。
RTS一般能得到更光亮的焊点,可焊性问题较少。因为在RTs温度曲线下回流的焊膏在预热阶段保持其助焊剂载体,有助于更好地提高湿润性。因此,RTs更适用于难以润湿的合金和零件。
RTS曲线的升温速率是受控的,所以很少机会造成焊接缺陷或温度冲击。
RTs曲线更经济,因为减少了炉前半部分的加热能量。
可以使再流焊时间减少1~2min,也就是说减少20%的再流焊时间。
排除RTs的故障相对比较简单。
缩短了玻璃环氧基板在玻璃转换温度(几)之上的停留时间,可防止PCB基板性能下降,并降低发生翘曲的可能性,而且焊点良好率也在提高。
深圳市慈安科技有限公司http://cakj.51dzw.com

 公网安备44030402000607
公网安备44030402000607





