
元器件检测对中系统
发布时间:2012/8/7 20:21:33 访问次数:1071
元器件检测对中方式有机C5750X7R1E226M械对中、激光对中和视觉对中三种方式。
1)机械对中原理
早期贴装机的元件对中是用机械方法来实现的,称为机械对中。当贴装头拾取元件后,在主轴提升时,拨动四个爪把元件移动一下,使元件轻微地移动到主轴的中心上来,QFP器件则在专门的对中台进行对中。这种对中方法由于是依靠机械动作,因此速度受到限制,同时元件也易受到损坏,目前这种对中方式已不再使用,取而代之的是激光对中和视觉对中。
2)激光对中
激光对中依据光学投影原理实现对中,如图5-12所示。激光对中系统一般直接安装在贴装头上,在拾取元件移到指定贴装位置的过程中完成对元件的检测,这种技术又称为“飞行对中技术”,它可以大幅度提高贴装效率。该系统由两个模块组成:一个模块是由光源(采用LED发光二极管)与散射透镜、光源透镜组成的光源模块。另一个是采用LineCCD及一组光学镜头组成的接收模块。这两个模块分别装在贴装头主轴的两侧,与主轴及其他组件组成贴装头。贴装机有几个贴装头,就会有相应的几套激光对中系统。
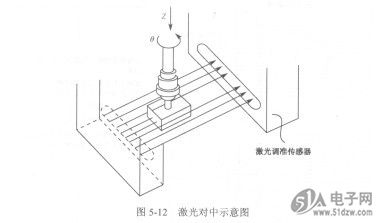
激光对中系统的工作原理为:用真空贴装头拾取元器件,然后把元器件移动到激光高度的位置,激光定心系统从一个侧面发射激光束,照射元器件,另一个侧面的接收装置接收元器件的投影,在元器件的旋转过程中,根据投影的形状变化来判断元器件酌位置和角度。激光对中流程如图5-13所示。
3)视觉对中
视觉对中一般采用CCD技术,靠CCD摄像、图像比较来实现对中。目前大部分贴装机,CCD均固定安装在机器座上,通常摄像机安装在拾取位置(从送料处)和安装位置(板上)之间。贴装头吸嘴拾取元件后先移至CCD上确认,以修正AX. AY和AO,再将元器件贴放到指定位置,如图5-14所示。这种办法比较传统,目前先进的贴装机一般采用激光对中技术,实现将QFP等器件被拾取后,在送至贴装位置之前,即在运动过程中就将位置校正好,大大提高了器件的对中速度。
元器件检测对中方式有机C5750X7R1E226M械对中、激光对中和视觉对中三种方式。
1)机械对中原理
早期贴装机的元件对中是用机械方法来实现的,称为机械对中。当贴装头拾取元件后,在主轴提升时,拨动四个爪把元件移动一下,使元件轻微地移动到主轴的中心上来,QFP器件则在专门的对中台进行对中。这种对中方法由于是依靠机械动作,因此速度受到限制,同时元件也易受到损坏,目前这种对中方式已不再使用,取而代之的是激光对中和视觉对中。
2)激光对中
激光对中依据光学投影原理实现对中,如图5-12所示。激光对中系统一般直接安装在贴装头上,在拾取元件移到指定贴装位置的过程中完成对元件的检测,这种技术又称为“飞行对中技术”,它可以大幅度提高贴装效率。该系统由两个模块组成:一个模块是由光源(采用LED发光二极管)与散射透镜、光源透镜组成的光源模块。另一个是采用LineCCD及一组光学镜头组成的接收模块。这两个模块分别装在贴装头主轴的两侧,与主轴及其他组件组成贴装头。贴装机有几个贴装头,就会有相应的几套激光对中系统。
激光对中系统的工作原理为:用真空贴装头拾取元器件,然后把元器件移动到激光高度的位置,激光定心系统从一个侧面发射激光束,照射元器件,另一个侧面的接收装置接收元器件的投影,在元器件的旋转过程中,根据投影的形状变化来判断元器件酌位置和角度。激光对中流程如图5-13所示。
3)视觉对中
视觉对中一般采用CCD技术,靠CCD摄像、图像比较来实现对中。目前大部分贴装机,CCD均固定安装在机器座上,通常摄像机安装在拾取位置(从送料处)和安装位置(板上)之间。贴装头吸嘴拾取元件后先移至CCD上确认,以修正AX. AY和AO,再将元器件贴放到指定位置,如图5-14所示。这种办法比较传统,目前先进的贴装机一般采用激光对中技术,实现将QFP等器件被拾取后,在送至贴装位置之前,即在运动过程中就将位置校正好,大大提高了器件的对中速度。
 相关技术资料
相关技术资料- 8-7元器件检测对中系统
- 相关IC型号
- C5750X7R1E226M
- C575C2
 公网安备44030402000607
公网安备44030402000607





